
lunes, 3 de agosto de 2015
RUIDO TEORÍA
Desde el punto de vista del analista, el ruido consiste en cualquier sonido indeseable. Las ondas sonoras se originan a partir de la vibración de algún objeto, el cual a su vez forma una sucesión de onda de compresión y expansión a través del medio de transporte (aire, agua, etc.). Por lo tanto, el sonido no sólo puede transmitirse a través del aire y de los líquidos, sino que también de sólidos tales como las estructuras de las máquinas herramienta. Sabemos que la velocidad de las ondas sonoras en el aire es de aproximadamente 1 100 pies/s (340 m/s). En los materiales visco-elásticos, tales como el plomo y la masilla, la energía sonora se disipa muy rápido como fricción viscosa.
domingo, 2 de agosto de 2015
COLOR
Tanto el color como la textura tienen efectos psicológicos en la gente. Por ejemplo, el amarillo es un color aceptado para la mantequilla; por lo tanto, a la margarina se la debe colorear de amarilla para que atraiga el apetito. La carne representa otro ejemplo. Cocinada por 45 segundos en un horno electrónico no representa un atractivo para los clientes debido a que no tiene esa superfi cie dorada marrón “apetitosa”. Por ello, fue necesario diseñar un condimento adicional para dorar la carne. En un tercer ejemplo, los empleados de una planta de Midwestern con aire acondicionado se quejaron del excesivo frío, a pesar de que la temperatura se mantuvo a 72°F (22.2°C). Cuando las paredes blancas de la
planta fueron pintadas nuevamente de color coral regular, las quejas cesaron.
Quizás el uso más importante del color sea el de mejorar las condiciones ambientales de los trabajadores para proporcionarles más confort visual. Los analistas utilizaron los colores para reducir los contrastes agudos, aumentar la refl ectancia, destacar los riesgos y llamar la atención de ciertos aspectos del entorno de trabajo.
Las ventas también resultan afectadas o condicionadas por los colores. La gente reconoce de inmediato los productos de una compañía por el patrón de colores que utiliza en sus paquetes, marcas registradas, encabezados, camiones y edifi cios. Diversas investigaciones han comprobado que las preferencias en cuanto a color son infl uenciadas por la nacionalidad, localización y clima. Las ventas de un producto anteriormente elaborado con un color aumentaron cuando se añadieron varios colores apropiados a las diferencias en cuanto a las demandas de los clientes. La tabla 6.5 muestra los efectos emocionales típicos y el signifi cado psicológico de los colores más comúnmente utilizados.
planta fueron pintadas nuevamente de color coral regular, las quejas cesaron.
Quizás el uso más importante del color sea el de mejorar las condiciones ambientales de los trabajadores para proporcionarles más confort visual. Los analistas utilizaron los colores para reducir los contrastes agudos, aumentar la refl ectancia, destacar los riesgos y llamar la atención de ciertos aspectos del entorno de trabajo.
Las ventas también resultan afectadas o condicionadas por los colores. La gente reconoce de inmediato los productos de una compañía por el patrón de colores que utiliza en sus paquetes, marcas registradas, encabezados, camiones y edifi cios. Diversas investigaciones han comprobado que las preferencias en cuanto a color son infl uenciadas por la nacionalidad, localización y clima. Las ventas de un producto anteriormente elaborado con un color aumentaron cuando se añadieron varios colores apropiados a las diferencias en cuanto a las demandas de los clientes. La tabla 6.5 muestra los efectos emocionales típicos y el signifi cado psicológico de los colores más comúnmente utilizados.
sábado, 1 de agosto de 2015
REFLEJO
El refl ejo es el brillo excesivo del campo de visión. Esta excesiva luz, que se esparce en la córnea, lentes y aun en los lentes de corrección (Freivalds, Harpster y Heckman, 1983), reduce la visibilidad de tal manera que se requiera de tiempo adicional para que los ojos se adapten de una condición con mucha luz a otra más oscura. Además, desafortunadamente, los ojos tienden a ser atraídos directamente a la fuente luminosa más potente, lo cual se conoce con el nombre de fototropismo. El refl ejo puede ser directo, como el causado por fuentes luminosas directamente en el campo de visión, o indirecto, como el que se refl eja de una superfi cie en el campo de visión. El refl ejo directo puede
reducirse mediante el uso de más luminarias de menor intensidad con baffl es o difusores en ellas, se
 coloca la superfi cie del trabajo en posición perpendicular a la fuente de luz y se incrementa la iluminación panorámica del fondo de tal manera que disminuya el contraste.
coloca la superfi cie del trabajo en posición perpendicular a la fuente de luz y se incrementa la iluminación panorámica del fondo de tal manera que disminuya el contraste.
El resplandor que se refl eja puede reducirse si se utilizan superfi cies mate o sin brillo, se reorienta la superfi cie del trabajo o tarea y se llevan a cabo las modifi caciones recomendadas para el refl ejo directo. Asimismo, se pueden utilizar fi ltros de polarización en la fuente de luz como parte de las gafas que utiliza el operador. Un problema importante es el efecto estroboscópico provocado por las refl exiones de las partes móviles de la maquinaria. En este punto es importante evitar las superfi cies pulidas tipo espejo. Por ejemplo, las calidades tipo espejo de las pantallas de vidrio de los monitores de las computadoras representan un problema en las áreas de ofi cinas. La reubicación de los monitores o el uso de un fi ltro de pantalla podrían ser de gran ayuda. Típicamente, la mayor parte de los trabajos requieren iluminación adicional para la tarea. Ésta puede ofrecerse de una gran cantidad de formas, en función a la naturaleza de la tarea (vea la fi gura 6.7).
reducirse mediante el uso de más luminarias de menor intensidad con baffl es o difusores en ellas, se

El resplandor que se refl eja puede reducirse si se utilizan superfi cies mate o sin brillo, se reorienta la superfi cie del trabajo o tarea y se llevan a cabo las modifi caciones recomendadas para el refl ejo directo. Asimismo, se pueden utilizar fi ltros de polarización en la fuente de luz como parte de las gafas que utiliza el operador. Un problema importante es el efecto estroboscópico provocado por las refl exiones de las partes móviles de la maquinaria. En este punto es importante evitar las superfi cies pulidas tipo espejo. Por ejemplo, las calidades tipo espejo de las pantallas de vidrio de los monitores de las computadoras representan un problema en las áreas de ofi cinas. La reubicación de los monitores o el uso de un fi ltro de pantalla podrían ser de gran ayuda. Típicamente, la mayor parte de los trabajos requieren iluminación adicional para la tarea. Ésta puede ofrecerse de una gran cantidad de formas, en función a la naturaleza de la tarea (vea la fi gura 6.7).
viernes, 31 de julio de 2015
Cálculo de la iluminación requerida
Considere a trabajadores de todas las edades que realizan un ensamble importante en un medio difícil en una estación de trabajo metálica oscura con una refl ectancia de 35%. Los pesos apropiados serían: edad = +1, refl ectancia = 0 y exactitud = 0. El peso total de +1 implica que se deberá utilizar el valor medio de la categoría E con una iluminación requerida de 75 fc.

jueves, 30 de julio de 2015
FUENTES DE LUZ Y SU DISTRIBUCIÓN (II)
La tabla 6.4 proporciona información acerca de la efi ciencia y el procesamiento del color correspondientes a los tipos principales de luz artifi cial. En la fi gura 6.4 se muestran las fuentes luminosas industriales más comunes, es decir, las luminarias.
Las luminarias para iluminación general se clasifi can de acuerdo con el porcentaje de la salida total de luz emitida por arriba y por debajo de la horizontal (vea fi gura 6.5). La iluminación indirecta alumbra el techo, el cual, a su vez, refl eja luz hacia abajo. Por lo tanto, los techos deben ser la superficie más brillante en el cuarto (vea la fi gura 6.6), con refl ectancias superiores a 80%. Las demás áreas del cuarto deben refl ejar porcentajes cada vez más reducidos de luz a medida que uno se mueve en dirección hacia abajo desde el techo hasta alcanzar el piso, el cual no debe refl ejar más de 20% a 40% de la luz con el fi n de evitar el refl ejo. Para evitar la luminancia excesiva, las luminarias deben estar uniformemente distribuidas por todo el techo.
El alumbrado directo resta importancia a la superfi cie del techo e ilumina con mayor intensidad las superfi cies de trabajo y el piso. El alumbrado directo-indirecto representa una combinación de ambos. Esta distribución del alumbrado es importante, puesto que el IESNA (1995) recomienda que la relación de luminancias de cualquiera de las áreas adyacentes al campo visual no exceda el valor 3/1. El propósito de ello es evitar el refl ejo y los problemas de adaptación.

Las luminarias para iluminación general se clasifi can de acuerdo con el porcentaje de la salida total de luz emitida por arriba y por debajo de la horizontal (vea fi gura 6.5). La iluminación indirecta alumbra el techo, el cual, a su vez, refl eja luz hacia abajo. Por lo tanto, los techos deben ser la superficie más brillante en el cuarto (vea la fi gura 6.6), con refl ectancias superiores a 80%. Las demás áreas del cuarto deben refl ejar porcentajes cada vez más reducidos de luz a medida que uno se mueve en dirección hacia abajo desde el techo hasta alcanzar el piso, el cual no debe refl ejar más de 20% a 40% de la luz con el fi n de evitar el refl ejo. Para evitar la luminancia excesiva, las luminarias deben estar uniformemente distribuidas por todo el techo.
El alumbrado directo resta importancia a la superfi cie del techo e ilumina con mayor intensidad las superfi cies de trabajo y el piso. El alumbrado directo-indirecto representa una combinación de ambos. Esta distribución del alumbrado es importante, puesto que el IESNA (1995) recomienda que la relación de luminancias de cualquiera de las áreas adyacentes al campo visual no exceda el valor 3/1. El propósito de ello es evitar el refl ejo y los problemas de adaptación.
miércoles, 29 de julio de 2015
FUENTES DE LUZ Y SU DISTRIBUCIÓN
Después de determinar las necesidades de iluminación del área en estudio, los analistas seleccionan las fuentes de luz artifi cial apropiadas. Dos importantes parámetros relacionados con la luz artificial son la efi ciencia [salida de luz por unidad de energía, típicamente, lumens por watt (lm/W)]; y el procesamiento del color. La efi ciencia es particularmente importante ya que está relacionada con el costo; las fuentes luminosas efi cientes reducen el consumo de energía. El procesamiento del color se relaciona con la cercanía con la que los colores percibidos del objeto observado coinciden


con los colores percibidos del mismo objeto cuando éste se encuentra iluminado mediante fuentes de luz estándar. Las fuentes de luz más efi cientes (sodio a alta y baja presión) tienen características de procesamiento de regulares a malas y, en consecuencia, no son apropiadas para ciertas operaciones de inspección donde es necesario realizar una buena discriminación de colores

martes, 28 de julio de 2015
ILUMINANCIA
Reconociendo la complejidad que implica extender la teoría de la fuente puntual a las fuentes luminosas reales (las cuales pueden ser cualquier cosa que sea diferente a una fuente puntual) y algunas de las incertidumbres o restricciones del experimento de laboratorio de Blackwell (1959), el IESNA adoptó un método mucho más sencillo para determinar los niveles mínimos de iluminación (IESNA, 1995). El primer paso consiste en identifi car el tipo de actividad general que se va a realizar y clasificarlo en una de las nueve categorías que se muestran en la tabla 6.2. Una lista más extensa de las tareas específi cas de este proceso se puede encontrar en IESNA (1995). Observe que las categorías
A, B y C no involucran tareas visuales específi cas. Para cada categoría existe un rango de iluminancia (baja, media, alta). El valor adecuado se selecciona mediante el cálculo de un factor de ponderación (–1, 0, +1) con base en tres tareas y características del trabajador, las cuales se muestran en la tabla 6.3. Dichas ponderaciones, posteriormente se suman con el fi n de obtener el factor total de ponderación.
Observe que puesto que las categorías A, B y C no involucran tareas visuales, no se utiliza la característica velocidad/exactitud para estas categorías por lo que se usan las superfi cies totales del espacio en lugar de usar el fondo de la tarea. Si la suma total de los dos o tres factores de ponderación es –2 o –3, se debe utilizar el menor valor de las tres luminiscencias; si es –1, 0 o +1, se utiliza el valor medio; y si es +2 o +3, se utiliza el valor más alto.
En la práctica, por lo general la iluminación se mide con un medidor de luz (parecido al que tienen las cámaras, pero en unidades diferentes), mientras que la luminiscencia se mide con un fotómetro (típicamente como una unidad independiente del medidor de luz). Por lo general, la refl ectancia se calcula como la relación entre la luminancia de la superfi cie objeto y la luminancia de una superficie estándar de refl ectancia conocida (por ejemplo, una tarjeta neutral de prueba Kodak de refl ectancia = 0.9) colocada en la misma posición que la superfi cie del objetivo. La refl ectancia del objetivo es, entonces,
reflectancia = 0.9 × Lobjetivo/Lestándar
A, B y C no involucran tareas visuales específi cas. Para cada categoría existe un rango de iluminancia (baja, media, alta). El valor adecuado se selecciona mediante el cálculo de un factor de ponderación (–1, 0, +1) con base en tres tareas y características del trabajador, las cuales se muestran en la tabla 6.3. Dichas ponderaciones, posteriormente se suman con el fi n de obtener el factor total de ponderación.
Observe que puesto que las categorías A, B y C no involucran tareas visuales, no se utiliza la característica velocidad/exactitud para estas categorías por lo que se usan las superfi cies totales del espacio en lugar de usar el fondo de la tarea. Si la suma total de los dos o tres factores de ponderación es –2 o –3, se debe utilizar el menor valor de las tres luminiscencias; si es –1, 0 o +1, se utiliza el valor medio; y si es +2 o +3, se utiliza el valor más alto.
En la práctica, por lo general la iluminación se mide con un medidor de luz (parecido al que tienen las cámaras, pero en unidades diferentes), mientras que la luminiscencia se mide con un fotómetro (típicamente como una unidad independiente del medidor de luz). Por lo general, la refl ectancia se calcula como la relación entre la luminancia de la superfi cie objeto y la luminancia de una superficie estándar de refl ectancia conocida (por ejemplo, una tarjeta neutral de prueba Kodak de refl ectancia = 0.9) colocada en la misma posición que la superfi cie del objetivo. La refl ectancia del objetivo es, entonces,
reflectancia = 0.9 × Lobjetivo/Lestándar
lunes, 27 de julio de 2015
VISIBILIDAD (III)
La relación entre estos tres factores críticos fue cuantifi cada por Blackwell (1959) en una serie de experimentos que condujeron al desarrollo de los estándares de la Sociedad de Ingeniería en Iluminación de Norteamérica (IESNA, 1995) para la iluminación. A pesar de que las curvas Blackwell (vea la fi gura 6.3) como tales no se utilizan a menudo en la actualidad, muestran la relación entre el tamaño del objeto, la cantidad de iluminación (en este caso, medida como la luminancia refl ejada en el objetivo) y el contraste entre el objetivo y el fondo. Por lo tanto, a pesar de que aumentar la cantidad de iluminación es el método más sencillo para mejorar la visibilidad de la tarea, también se puede mejorar si se incrementa el contraste o el tamaño del objetivo.

domingo, 26 de julio de 2015
VISIBILIDAD (II)
Contraste se puede defi nir de diferentes maneras, una de las cuales es:
donde L = luminancia. El contraste, entonces, está relacionado con la diferencia entre las luminancias máxima y mínima del objetivo y del fondo. Observe que el contraste es adimensional.
Otros factores menos importantes relacionados con la visibilidad son el tiempo de exposición, el movimiento del objetivo, la edad, la ubicación conocida y el entrenamiento, el cual no se incluirá aquí.
Contraste = (Lmáx – Lmín)/Lmáx
donde L = luminancia. El contraste, entonces, está relacionado con la diferencia entre las luminancias máxima y mínima del objetivo y del fondo. Observe que el contraste es adimensional.
Otros factores menos importantes relacionados con la visibilidad son el tiempo de exposición, el movimiento del objetivo, la edad, la ubicación conocida y el entrenamiento, el cual no se incluirá aquí.
sábado, 25 de julio de 2015
VISIBILIDAD (I)
La claridad con las que las personas ven los objetos se conoce con el nombre de visibilidad. Los tres factores críticos de la visibilidad son el ángulo visual, el contraste y el más importante, la iluminancia.
El ángulo visual se define como el ángulo subtendido en el ojo por el objetivo mientras que el contraste es la diferencia en luminancia entre el objetivo visual y su fondo. Por lo general, el ángulo visual se defi ne en minutos de arco (1/60 de grado) para objetivos pequeños como,
Ángulo visual (minutos de arco) = 3 438 × h/d
donde h es la altura del objetivo o detalle crítico (o ancho de una pincelada para cuestiones impresas), mientras que d es la distancia que existe entre el objetivo y el ojo (en las mismas unidades que h).
El ángulo visual se define como el ángulo subtendido en el ojo por el objetivo mientras que el contraste es la diferencia en luminancia entre el objetivo visual y su fondo. Por lo general, el ángulo visual se defi ne en minutos de arco (1/60 de grado) para objetivos pequeños como,
Ángulo visual (minutos de arco) = 3 438 × h/d
donde h es la altura del objetivo o detalle crítico (o ancho de una pincelada para cuestiones impresas), mientras que d es la distancia que existe entre el objetivo y el ojo (en las mismas unidades que h).
viernes, 24 de julio de 2015
ILUMINACIÓN TEORÍA (III)
La refl ectancia es una proporción adimensional y varía de 0 a 100%. El papel blanco de alta calidad tiene una refl ectancia de alrededor de 90%, el papel periódico y el concreto alrededor de 55%, el carbón 30% y la pintura negro mate 5%. Las refl ectancias de las diferentes pinturas de colores o acabados se muestran en la tabla 6.1.

jueves, 23 de julio de 2015
ILUMINACIÓN TEORÍA (II)
La teoría básica de la iluminación se aplica a una fuente puntual de luz (como una vela, por ejemplo) de una determinada intensidad luminosa, medida en candelas (cd) (vea la fi gura 6.2). La luz emana esféricamente en todas direcciones desde su origen con fuentes de 1 candela que emiten 12.57 lúmenes (lm)(en función al área de la esfera, 4pr2). La cantidad de luz que incide sobre una superficie o una sección de esta esfera se llama iluminación o iluminancia y se mide en fotocandelas (fc). La cantidad de luz que incide sobre una superficie se reduce en función del cuadrado de la distancia d en pies que hay entre la fuente y la superficie:
Luminancia = luminiscencia × reflectancia

Iluminancia = intensidad/d²
Parte de esa luz es absorbida y una parte se refl eja (en el caso de materiales translúcidos, una parte también se transmite), lo cual permite a los seres humanos “ver” ese objeto y proporciona una percepción de brillantez. A la cantidad de luz que se refl eja se le conoce como luminancia y se mide en pie-lamberts (fL). Ella está determinada por las propiedades de refl exión de la superfi cie, conocidas como reflectancia:Luminancia = luminiscencia × reflectancia

miércoles, 22 de julio de 2015
ILUMINACIÓN TEORÍA (I)
La luz es detectada por el ojo humano (vea la fi gura 6.1) y procesada en una imagen por el cerebro.
Éste es un proceso muy complejo donde los rayos de luz pasan a través de la pupila, una abertura del ojo, y a través de la córnea y la lente, los cuales enfocan los rayos luminosos sobre la retina en la parte posterior del globo ocular. La retina se compone de receptores fotosensibles, los bastones, los cuales son sensibles al blanco y negro, especialmente en la noche, pero tienen una pobre agudeza visual, y los conos, sensibles a los colores en la luz del día y tienen buena agudeza visual. Los conos se encuentran concentrados en la fovea, mientras que los bastones se encuentran diseminados por toda la retina. Las señales eléctricas provenientes de los fotorreceptores se juntan y se transfieren mediante el nervio óptico al cerebro, donde la luz proveniente de una fuente externa se procesa e interpreta.

Éste es un proceso muy complejo donde los rayos de luz pasan a través de la pupila, una abertura del ojo, y a través de la córnea y la lente, los cuales enfocan los rayos luminosos sobre la retina en la parte posterior del globo ocular. La retina se compone de receptores fotosensibles, los bastones, los cuales son sensibles al blanco y negro, especialmente en la noche, pero tienen una pobre agudeza visual, y los conos, sensibles a los colores en la luz del día y tienen buena agudeza visual. Los conos se encuentran concentrados en la fovea, mientras que los bastones se encuentran diseminados por toda la retina. Las señales eléctricas provenientes de los fotorreceptores se juntan y se transfieren mediante el nervio óptico al cerebro, donde la luz proveniente de una fuente externa se procesa e interpreta.

martes, 21 de julio de 2015
Diseño del ambiente de trabajo
Los analistas de métodos deben proporcionar condiciones de trabajo que sean buenas, seguras y cómodas para el operador. La experiencia ha demostrado de manera contundente que las
plantas con buenas condiciones de trabajo rinden mucho más que las que carecen de ellas.
Desde el punto de vista económico, el retorno de la inversión en un ambiente de trabajo mejorado es generalmente signifi cativo. Además de incrementar la producción, las condiciones de trabajo ideales mejoran la seguridad registrada; reducen el ausentismo, el número de personas que llegan tarde y la rotación de personal; eleva la moral de los empleados; y mejora las relaciones públicas. En este capítulo se presentan con mayor detalle los niveles aceptables a los que deben equipararse las condiciones de trabajo así como las medidas de control que se recomiendan para supervisar las áreas problemáticas.
plantas con buenas condiciones de trabajo rinden mucho más que las que carecen de ellas.
Desde el punto de vista económico, el retorno de la inversión en un ambiente de trabajo mejorado es generalmente signifi cativo. Además de incrementar la producción, las condiciones de trabajo ideales mejoran la seguridad registrada; reducen el ausentismo, el número de personas que llegan tarde y la rotación de personal; eleva la moral de los empleados; y mejora las relaciones públicas. En este capítulo se presentan con mayor detalle los niveles aceptables a los que deben equipararse las condiciones de trabajo así como las medidas de control que se recomiendan para supervisar las áreas problemáticas.
lunes, 20 de julio de 2015
Diseño del ambiente de trabajo PUNTOS CLAVE
• Proporcione iluminación general y sobre las tareas: evite el refl ejo.
• Controle el ruido en la fuente.
• Controle el estrés producido por el calor mediante la protección contra la radiación y la ventilación.
• Proporcione movimiento de aire general y ventilación local en las áreas calientes.
• Humedezca los mangos de las herramientas y los asientos con el fi n de reducir la vibración.
• Implante turnos rotatorios hacia adelante en caso de que no pueda evitar el trabajo en turno nocturno.
• Controle el ruido en la fuente.
• Controle el estrés producido por el calor mediante la protección contra la radiación y la ventilación.
• Proporcione movimiento de aire general y ventilación local en las áreas calientes.
• Humedezca los mangos de las herramientas y los asientos con el fi n de reducir la vibración.
• Implante turnos rotatorios hacia adelante en caso de que no pueda evitar el trabajo en turno nocturno.
domingo, 19 de julio de 2015
Principios del diseño de trabajo: herramientas
Muchos factores tienen un efecto signifi cativo en la productividad y el bienestar del operador de una estación de trabajo. Es necesario aplicar la tecnología ergonómica más actual al equipo que se utiliza, así como también a las condiciones generales que rodean al área de trabajo. Además, se debe proporcionar una fl exibilidad adecuada al lugar donde está el equipo y al ambiente de la estación de trabajo, de tal manera que se puedan satisfacer las variaciones en cuanto a altura, alcance, fuerza, tiempo de refl ejos, etc., del empleado.
Una mesa de trabajo que tenga 32 pulgadas (81 cm) de altura está muy bien para una trabajador de 75 pulgadas (191 cm), pero sería demasiado alta para un empleado de 66 pulgadas (167.6 cm). Las estaciones de trabajo y sillas con altura ajustable pueden satisfacer las demandas de un gran número de empleados, con base en más o menos dos desviaciones estándar con respecto a la norma. En la medida que se pueda ofrecer un centro de trabajo fl exible que satisfaga a toda la variedad de trabajadores, serán mejores los resultados de productividad y la satisfacción del trabajador.
De la misma forma en que existen variaciones signifi cativas en cuanto a altura y tamaño de la fuerza de trabajo, existen variaciones iguales o mayores de su capacidad visual, habilidad para oír, para sentir y su destreza manual. La gran mayoría de las estaciones de trabajo pueden mejorarse. La aplicación de los aspectos ergonómicos junto con la ingeniería de métodos dará como resultado ambientes de trabajo competitivos y más efi cientes, que mejorarán el bienestar de los trabajadores, la calidad del producto, la facturación del negocio y el prestigio de la organización.
Una mesa de trabajo que tenga 32 pulgadas (81 cm) de altura está muy bien para una trabajador de 75 pulgadas (191 cm), pero sería demasiado alta para un empleado de 66 pulgadas (167.6 cm). Las estaciones de trabajo y sillas con altura ajustable pueden satisfacer las demandas de un gran número de empleados, con base en más o menos dos desviaciones estándar con respecto a la norma. En la medida que se pueda ofrecer un centro de trabajo fl exible que satisfaga a toda la variedad de trabajadores, serán mejores los resultados de productividad y la satisfacción del trabajador.
De la misma forma en que existen variaciones signifi cativas en cuanto a altura y tamaño de la fuerza de trabajo, existen variaciones iguales o mayores de su capacidad visual, habilidad para oír, para sentir y su destreza manual. La gran mayoría de las estaciones de trabajo pueden mejorarse. La aplicación de los aspectos ergonómicos junto con la ingeniería de métodos dará como resultado ambientes de trabajo competitivos y más efi cientes, que mejorarán el bienestar de los trabajadores, la calidad del producto, la facturación del negocio y el prestigio de la organización.
sábado, 18 de julio de 2015
UTILICE LAS BARRAS DE REACCIÓN Y LOS BALANCEADORES DE HERRAMIENTA EN LAS MÁQUINAS AUTOMÁTICAS
Se deben proporcionar barras para el torque de reacción si el torque excede a 53 pulgadas⋅libra (6 N ⋅ m) en el caso de las herramientas alineadas que se utilizan para realizar una acción hacia abajo, 106 pulgadas ⋅ libra (12 N ⋅ m) para las herramientas de agarre tipo pistola que se utilizan en modo horizontal y 444 pulgadas⋅libra (50 N ⋅ m) para herramientas con ángulo recto que se utilizan en movimiento hacia abajo y hacia arriba (Mital y Kilbom, 1992).
 Esta información se resume en una lista de verifi cación para la evaluación de herramientas (vea la fi gura 5.34). Si la herramienta no cumple con las recomendaciones y características deseables, debe rediseñarse o reemplazarse.
Esta información se resume en una lista de verifi cación para la evaluación de herramientas (vea la fi gura 5.34). Si la herramienta no cumple con las recomendaciones y características deseables, debe rediseñarse o reemplazarse.

viernes, 17 de julio de 2015
SELECCIONE UNA MÁQUINA AUTOMÁTICA CON LAS CARACTERÍSTICAS APROPIADAS
Las herramientas automáticas, tales como los colocadores utilizados para apretar tuercas se encuentran disponibles en el mercado en una gran variedad de confi guraciones de mangos, diámetros de ejes, velocidades, pesos, mecanismos de apagado y salidas de torsión. Esta última se transfi ere del motor hacia el eje a través de una gran variedad de mecanismos, de tal manera que la potencia (a menudo generada por medio de aire comprimido) pueda interrumpirse rápidamente una vez que la tuerca u otro sujetador estén apretados. El mecanismo más simple y barato es un controlador directo, bajo el control del operador, pero debido al tiempo prolongado que se necesita para liberar el disparador una vez que la tuerca se haya apretado, este tipo de controlador transfi ere un torque de reacción muy grande hacia el brazo del operario. Los embragues de fricción mecánica permiten que el eje se deslice, lo que reduce, en parte, esta torsión de reacción. Un mecanismo más adecuado para reducir la torsión de reacción es el apagado mediante un fl ujo de aire, el cual sensa automáticamente cuándo se debe cortar el suministro de aire a medida que la tuerca se aprieta. Un mecanismo todavía más rápido es un embrague mecánico automático de apagado. Entre los mecanismos más recientes se puede mencionar el sistema hidráulico de pulsos, en el cual la energía rotacional proveniente del motor se transfi ere a través de una unidad de pulsos que contiene un amortiguador de aceite (que fi ltra los pulsos de alta frecuencia, así como el ruido), y un sistema de pulsos eléctricos similar, los cuales
reducen en gran medida el torque de reacción (Freivalds y Eklund, 1993).
Las variaciones de la torsión dada a la tuerca depende de varias condiciones, entre las que se destacan: las propiedades de la herramienta; el operador; las propiedades de la articulación, por ejemplo, la combinación del apretador y el material que está siendo apretado (el cual puede variar desde suave, en el cual los materiales cuentan con propiedades elásticas, como los paneles del cuerpo, hasta duro, en los que hay dos superfi cies rígidas, tales como las poleas de una grúa); y estabilidad del suministro de aire. El torque que experimenta el usuario (el torque de reacción) depende de dichos factores a los cuales se les suma el sistema de apagado del torque. En general, el uso de herramientas eléctricas a velocidades en rpm menores a las normales o la defi ciente alimentación de las herramientas neumáticas, dan como resultado torques de reacción más grandes y valores más estresantes. Las herramientas tipo pulsadas generan los menores torques de reacción, quizá debido que los pulsos cortos “reducen” el torque de reacción. Otros problemas potenciales son el ruido de los mecanismos neumáticos el cual alcanza niveles del orden de los 95 dB(A), niveles de vibración que excedan a los 132 dB(V) y el polvo o humos de aceite que emanan del escape (Freivalds y Eklund, 1993).
reducen en gran medida el torque de reacción (Freivalds y Eklund, 1993).
Las variaciones de la torsión dada a la tuerca depende de varias condiciones, entre las que se destacan: las propiedades de la herramienta; el operador; las propiedades de la articulación, por ejemplo, la combinación del apretador y el material que está siendo apretado (el cual puede variar desde suave, en el cual los materiales cuentan con propiedades elásticas, como los paneles del cuerpo, hasta duro, en los que hay dos superfi cies rígidas, tales como las poleas de una grúa); y estabilidad del suministro de aire. El torque que experimenta el usuario (el torque de reacción) depende de dichos factores a los cuales se les suma el sistema de apagado del torque. En general, el uso de herramientas eléctricas a velocidades en rpm menores a las normales o la defi ciente alimentación de las herramientas neumáticas, dan como resultado torques de reacción más grandes y valores más estresantes. Las herramientas tipo pulsadas generan los menores torques de reacción, quizá debido que los pulsos cortos “reducen” el torque de reacción. Otros problemas potenciales son el ruido de los mecanismos neumáticos el cual alcanza niveles del orden de los 95 dB(A), niveles de vibración que excedan a los 132 dB(V) y el polvo o humos de aceite que emanan del escape (Freivalds y Eklund, 1993).
jueves, 16 de julio de 2015
UTILICE LAS CONFIGURACIONES Y ORIENTACIONES APROPIADAS DE LAS HERRAMIENTAS AUTOMÁTICAS
En el caso de un taladro u otras herramientas automáticas, la función principal del operador consiste en sostener, estabilizar y supervisar la herramienta sobre una pieza de trabajo, mientras llevan a cabo el trabajo donde se requiere mayor esfuerzo. A pesar de que, en algunas ocasiones, el operador tenga que desplazar u orientar la herramienta, su función principal consiste en tomar y sostener la herramienta.
Un taladro manual está compuesto por una cabeza, un cuerpo y un mango idealmente alineados.
La línea de acción está representada por la línea del dedo índice extendido, lo cual signifi ca que en un taladro ideal, la cabeza está descentrada respecto al eje central del cuerpo.
La confi guración del mango es también un aspecto importante. Las opciones son la sujeción tipo pistola, en línea o en ángulo recto. Como regla general, las sujeciones en línea y en ángulo recto son las mejores para apretar hacia abajo sobre una superfi cie horizontal, mientras que las de tipo pistola son más adecuadas para apretar sobre una superfi cie vertical. En todos los casos, el objetivo es obtener una postura parada con la espalda recta, los brazos superiores colgados hacia abajo y la muñeca recta (vea la fi gura 5.33). Cuando se elige la sujeción tipo pistola, la posición del mango genera un ángulo de aproximadamente 78° con relación a la horizontal (Fraser, 1980).
 Otro factor importante es el centro de gravedad. Si está muy alejado hacia adelante respecto al cuerpo de la herramienta, se produce un momento giratorio, el cual deberá ser eliminado por los músculos de la mano y del antebrazo. Esta tarea extra implica un esfuerzo muscular adicional que se requiere para sostener, mantener en posición y presionar el taladro hacia la pieza de trabajo. El mango principal se coloca directamente por debajo del centro de gravedad, de tal manera que el cuerpo sobresalga por detrás del mango, así como también por el frente. Para perforaciones muy profundas, puede ser necesario instalar un mango de soporte secundario, ya sea en la parte lateral o de preferencia por debajo de la herramienta, de tal manera que el brazo de soporte pueda meterse en el cuerpo en lugar de ser abducido.
Otro factor importante es el centro de gravedad. Si está muy alejado hacia adelante respecto al cuerpo de la herramienta, se produce un momento giratorio, el cual deberá ser eliminado por los músculos de la mano y del antebrazo. Esta tarea extra implica un esfuerzo muscular adicional que se requiere para sostener, mantener en posición y presionar el taladro hacia la pieza de trabajo. El mango principal se coloca directamente por debajo del centro de gravedad, de tal manera que el cuerpo sobresalga por detrás del mango, así como también por el frente. Para perforaciones muy profundas, puede ser necesario instalar un mango de soporte secundario, ya sea en la parte lateral o de preferencia por debajo de la herramienta, de tal manera que el brazo de soporte pueda meterse en el cuerpo en lugar de ser abducido.
Un taladro manual está compuesto por una cabeza, un cuerpo y un mango idealmente alineados.
La línea de acción está representada por la línea del dedo índice extendido, lo cual signifi ca que en un taladro ideal, la cabeza está descentrada respecto al eje central del cuerpo.
La confi guración del mango es también un aspecto importante. Las opciones son la sujeción tipo pistola, en línea o en ángulo recto. Como regla general, las sujeciones en línea y en ángulo recto son las mejores para apretar hacia abajo sobre una superfi cie horizontal, mientras que las de tipo pistola son más adecuadas para apretar sobre una superfi cie vertical. En todos los casos, el objetivo es obtener una postura parada con la espalda recta, los brazos superiores colgados hacia abajo y la muñeca recta (vea la fi gura 5.33). Cuando se elige la sujeción tipo pistola, la posición del mango genera un ángulo de aproximadamente 78° con relación a la horizontal (Fraser, 1980).
miércoles, 15 de julio de 2015
UTILICE HERRAMIENTAS AUTOMÁTICAS TALES COMO COLOCADORES DE TUERCAS Y DESARMADORES EN LUGAR DE HERRAMIENTAS MANUALES
Las herramientas eléctricas no sólo realizan el trabajo más rápido que las manuales sino que fatigan considerablemente menos al operador. Se puede esperar una mayor uniformidad en el producto cuando se utilizan herramientas eléctricas. Por ejemplo, un apretador automático puede colocar tuercas de manera consistente a una determinada presión en pulgadas-libras, mientras que no se puede esperar que un apretador de tuercas manual mantenga una presión constante de apretado debido a la fatiga.
Sin embargo, con ello se pierde algo. Las herramientas eléctricas y automáticas generan vibración, la cual puede producir el síndrome de los dedos blancos, cuyo primer síntoma es la reducción del fl ujo sanguíneo hacia los dedos y las manos debido a la vasoconstricción de los vasos sanguíneos.
Como resultado de ello se presenta una pérdida de retroalimentación sensorial y un desempeño aminorado. Además, esta condición puede contribuir al desarrollo del síndrome del túnel carpal, especialmente en trabajos que implican una combinación de movimientos fuertes y repetitivos. En general, se recomienda que se eviten vibraciones que se encuentren en el rango crítico de 40 a 130 Hz o ligeramente mayores (pero más seguro) entre 2 y 200 Hz (Lundstrom y Johansson, 1986). La exposición a la vibración puede minimizarse mediante la reducción de la fuerza de alimentación, el uso de mangos especialmente diseñados para amortiguarla (Anderson, 1990) o el uso de guantes que la absorben y un mejor mantenimiento con el fi n de reducir la falta de alineación o desequilibrio de los ejes.
Sin embargo, con ello se pierde algo. Las herramientas eléctricas y automáticas generan vibración, la cual puede producir el síndrome de los dedos blancos, cuyo primer síntoma es la reducción del fl ujo sanguíneo hacia los dedos y las manos debido a la vasoconstricción de los vasos sanguíneos.
Como resultado de ello se presenta una pérdida de retroalimentación sensorial y un desempeño aminorado. Además, esta condición puede contribuir al desarrollo del síndrome del túnel carpal, especialmente en trabajos que implican una combinación de movimientos fuertes y repetitivos. En general, se recomienda que se eviten vibraciones que se encuentren en el rango crítico de 40 a 130 Hz o ligeramente mayores (pero más seguro) entre 2 y 200 Hz (Lundstrom y Johansson, 1986). La exposición a la vibración puede minimizarse mediante la reducción de la fuerza de alimentación, el uso de mangos especialmente diseñados para amortiguarla (Anderson, 1990) o el uso de guantes que la absorben y un mejor mantenimiento con el fi n de reducir la falta de alineación o desequilibrio de los ejes.
martes, 14 de julio de 2015
UTILICE LOS GUANTES CON CRITERIO
Con frecuencia, los guantes se utilizan para manipular herramientas de mano por razones de seguridad y comodidad. Los guantes de seguridad son poco voluminosos, pero los que se usan en climas por debajo del punto de congelación pueden ser muy pesados e interferir con la facilidad de tomar los objetos. El uso de guantes de lana o piel puede aumentar en 0.2 pulgadas (0.5 cm) el grosor de la mano y 0.3 pulgadas (0.8 cm) el ancho de la mano hasta el dedo pulgar, mientras que las manoplas pesadas agregan 1 pulgada (2.5 cm) y 1.6 pulgadas (4.0 cm), respectivamente (Damon et al, 1966).
Lo que es más importante, los guantes reducen la fuerza de agarre entre 10 y 20% (Hertzberg, 1973), la producción de torsión y los tiempos de desempeño de destreza manual. Los guantes de neopreno hacen 12.5% más lentos los tiempos de desempeño respecto al desempeño con las manos desnudas, la toalla 36%, el cuero 45% y el PVC 64% (Weidman, 1970). Se debe considerar como un intercambio entre una mayor seguridad y un menor desempeño con el uso de guantes.
Lo que es más importante, los guantes reducen la fuerza de agarre entre 10 y 20% (Hertzberg, 1973), la producción de torsión y los tiempos de desempeño de destreza manual. Los guantes de neopreno hacen 12.5% más lentos los tiempos de desempeño respecto al desempeño con las manos desnudas, la toalla 36%, el cuero 45% y el PVC 64% (Weidman, 1970). Se debe considerar como un intercambio entre una mayor seguridad y un menor desempeño con el uso de guantes.
lunes, 13 de julio de 2015
MANTENGA EL PESO DE LA HERRAMIENTA MENOR A LAS 5 LIBRAS
El peso de la herramienta de mano determina cuánto tiempo se puede sostener o utilizar y con qué precisión puede manipularse. En el caso de las herramientas que se pueden sostener con una sola mano con el codo a 90° por periodos prolongados, Greenberg y Chaffi n (1976) recomiendan cargas de no más de 5 libras (2.3 kg). Además, la herramienta debe estar bien equilibrada, con el centro de gravedad tan cercano como sea posible al centro de gravedad de la mano (a menos que el propósito de la herramienta sea transferir fuerza, como es el caso de un martillo). Por lo tanto, los músculos de la mano y del brazo no necesitan oponerse a cualquier torsión que desarrolle una herramienta desequilibrada. Las herramientas pesadas que se utilizan para absorber impactos o vibraciones deben estar montadas sobre brazos telescópicos o balanceadores de herramienta con el fi n de reducir el esfuerzo que el operador necesita realizar. En el caso de las operaciones en las que se requiere precisión, no se recomiendan herramientas con pesos mayores a 1 libra, a menos que se utilice un sistema de contrapesos.
domingo, 12 de julio de 2015
DISEÑE LA SUPERFICIE DE AGARRE DE TAL FORMA QUE SEA COMPRIMIBLE Y NO-CONDUCTORA
Durante siglos, la madera fue el material preferido para fabricar los mangos de las herramientas. La madera se encuentra disponible en muchos lugares y se trabaja muy fácilmente. Tiene una buena resistencia contra los golpes y a la conductividad térmica y eléctrica y posee buenas cualidades de fricción, aun cuando se encuentre húmeda. Puesto que los mangos de madera pueden romperse y mancharse con grasa y aceite, en los últimos años se ha presentado un cambio signifi cativo al uso del plástico o, inclusive, del metal. Sin embargo, debe estar recubierto con hule o cuero con el fi n de amortiguar los golpes, reducir la conductividad eléctrica e incrementar la fricción (Fraser, 1980). Dichos materiales compresibles también amortiguan las vibraciones y permiten una mejor distribución de la presión, a la vez que reducen la fatiga y las tensiones en la mano (Fellows y Freivalds, 1991).
Sin embargo, el material de sujeción no debe ser muy suave; de otra forma, los objetos puntiagudos tales como las rebabas metálicas, permanecerán en el mango y harán difícil la utilización de la herramienta.
La superfi cie de agarre debe maximizarse con el fi n de garantizar la distribución de presión sobre un área lo mayor posible. La presión excesiva en un solo punto puede causar el dolor sufi ciente como para detener el trabajo que se esté realizando.
Las características de fricción de la superfi cie de la herramienta varían en función de la presión ejercida por la mano, el alisamiento y la porosidad de la superfi cie y el tipo de contaminación (Bobjer et al., 1993). El sudor incrementa el coefi ciente de fricción, mientras que el aceite y la grasa lo reducen. La cinta adhesiva y las fundas de ante proporcionan una buena cantidad de fricción cuando hay humedad. El tipo de patrón de superfi cie, como lo defi ne la relación entre el área rugosa y el área ranurada, muestran algunas características interesantes. Cuando la mano se encuentra limpia o sudorosa, las fricciones máximas se obtienen cuando dicha relación es elevada (lo que maximiza el área de contacto superfi cie-mano); cuando la mano está contaminada, las fricciones máximas se obtienen cuando dicha relación es pequeña (lo cual maximiza la capacidad de eliminar los contaminantes).
Sin embargo, el material de sujeción no debe ser muy suave; de otra forma, los objetos puntiagudos tales como las rebabas metálicas, permanecerán en el mango y harán difícil la utilización de la herramienta.
La superfi cie de agarre debe maximizarse con el fi n de garantizar la distribución de presión sobre un área lo mayor posible. La presión excesiva en un solo punto puede causar el dolor sufi ciente como para detener el trabajo que se esté realizando.
Las características de fricción de la superfi cie de la herramienta varían en función de la presión ejercida por la mano, el alisamiento y la porosidad de la superfi cie y el tipo de contaminación (Bobjer et al., 1993). El sudor incrementa el coefi ciente de fricción, mientras que el aceite y la grasa lo reducen. La cinta adhesiva y las fundas de ante proporcionan una buena cantidad de fricción cuando hay humedad. El tipo de patrón de superfi cie, como lo defi ne la relación entre el área rugosa y el área ranurada, muestran algunas características interesantes. Cuando la mano se encuentra limpia o sudorosa, las fricciones máximas se obtienen cuando dicha relación es elevada (lo que maximiza el área de contacto superfi cie-mano); cuando la mano está contaminada, las fricciones máximas se obtienen cuando dicha relación es pequeña (lo cual maximiza la capacidad de eliminar los contaminantes).
sábado, 11 de julio de 2015
DISEÑE LOS MANGOS CON LA FORMA APROPIADA
Para un agarre de fuerza, diseñe para la máxima superfi cie de contacto con el fi n de minimizar la presión unitaria de la mano. Por lo general, se piensa que una herramienta con sección transversal circular proporciona la torsión más grande. Sin embargo, la forma puede depender del tipo de tarea y de los movimientos involucrados (Cochran y Riley, 1986). Por ejemplo, la fuerza máxima de jalado y los mejores empujes se obtienen en realidad usando una sección transversal triangular. Para una manipulación de tipo rodante, la forma triangular es la más lenta. La forma rectangular (con las esquinas redondeadas) con relaciones ancho/altura de 1:1.25 a 1:1.5 parecen ser un buen intercambio.
Una ventaja adicional de la sección transversal rectangular es que la herramienta no rueda cuando se coloca sobre una mesa. Asimismo, los mangos no deben tener la forma de un cilindro perfecto, excepto en una sujeción de gancho. En el caso de las herramientas tipo desarmador, el extremo del mango debe ser redondo con el fi n de evitar presiones indebidas sobre la palma; en el caso de las herramientas tipo martillo, el mango puede tener un curvado plano, para indicar su extremo.
A partir de los mangos en forma circular cilíndricamente, Bullinger y Solf (1979) propusieron un diseño más radical utilizando una sección transversal hexagonal, en forma de dos conos truncados que se conectan en los extremos más largos. Dicha forma se amolda mejor a los contornos de la palma y del dedo en los agarres de precisión y de fuerza, y proporciona las torsiones más grandes en comparación con los mangos convencionales. Una forma cónica similar doblemente truncada fue desarrollada también para un mango de lima. En este caso, se pudo observar que la sección transversal totalmente redonda en forma de cuadrado era signifi cativamente superior a la mayoría de las formas convencionales.
Una nota fi nal acerca de la forma es que los mangos en T ofrecen un torque mucho mayor (hasta 50% más) que los mangos rectos tipo desarmador. La inclinación del mango en T genera torsiones aún mayores a la vez que permite que la muñeca se mantenga derecha (Saran, 1973).
Una ventaja adicional de la sección transversal rectangular es que la herramienta no rueda cuando se coloca sobre una mesa. Asimismo, los mangos no deben tener la forma de un cilindro perfecto, excepto en una sujeción de gancho. En el caso de las herramientas tipo desarmador, el extremo del mango debe ser redondo con el fi n de evitar presiones indebidas sobre la palma; en el caso de las herramientas tipo martillo, el mango puede tener un curvado plano, para indicar su extremo.
A partir de los mangos en forma circular cilíndricamente, Bullinger y Solf (1979) propusieron un diseño más radical utilizando una sección transversal hexagonal, en forma de dos conos truncados que se conectan en los extremos más largos. Dicha forma se amolda mejor a los contornos de la palma y del dedo en los agarres de precisión y de fuerza, y proporciona las torsiones más grandes en comparación con los mangos convencionales. Una forma cónica similar doblemente truncada fue desarrollada también para un mango de lima. En este caso, se pudo observar que la sección transversal totalmente redonda en forma de cuadrado era signifi cativamente superior a la mayoría de las formas convencionales.
Una nota fi nal acerca de la forma es que los mangos en T ofrecen un torque mucho mayor (hasta 50% más) que los mangos rectos tipo desarmador. La inclinación del mango en T genera torsiones aún mayores a la vez que permite que la muñeca se mantenga derecha (Saran, 1973).
viernes, 10 de julio de 2015
DISEÑE UN ESPACIO DE AGARRE DE 3 PULGADAS PARA LAS HERRAMIENTAS CON DOS MANGOS
La fuerza de sujeción y la tensión resultante en los tendones fl exores de los dedos varían en función del tamaño del objeto que se desee tomar. Con un dinamómetro con mangos que formen un ángulo hacia adentro, se logra una máxima fuerza de sujeción en aproximadamente 3 a 3.2 pulgadas (7.68.1 cm) (Chaffi n y Anderson, 1991). A distancias diferentes respecto a la óptima, el porcentaje de fuerza de sujeción disminuye (vea la fi gura 5.31), como se defi ne en la siguiente fórmula:
Porcentaje de la fuerza de agarre 100 0.28*S 65.8*S²


donde S es el rango de agarre dado menos el rango de agarre óptimo (3 pulgadas en el caso de las mujeres y 3.2 en el caso de los hombres). En dinamómetros con lados paralelos, este rango óptimo disminuye de 1.8 a 2 pulgadas (4.5 a 5 cm) (Pheasant y Scriven, 1983). Debido a la gran variación de las capacidades individuales en cuanto a fuerza y a la necesidad de satisfacer a la mayoría de la población laboral (es decir, el 5o. percentil de mujeres), los requisitos de sujeción máxima deben limitarse a menos de 20 libras. Un efecto similar se puede encontrar en la fuerza de precisión (vea la fi gura 5.32). Sin embargo, la fuerza de precisión total está a un nivel mucho más reducido (aproximadamente 20% del agarre de fuerza) y el espacio de precisión (para una presión medular en 4 puntos) varía de 0.5 a 2 pulgadas (1.3 a 5.1 cm) y después se reduce signifi cativamente para rangos mayores (Heffernan y Freivalds, 2000).
Porcentaje de la fuerza de agarre 100 0.28*S 65.8*S²


jueves, 9 de julio de 2015
DISEÑE EL LARGO DE LOS MANGOS CON UN MÍNIMO DE 4 PULGADAS
Tanto en el caso de mangos como de cortes, debe haber espacio sufi ciente para que quepan los cuatro dedos. El ancho de la mano a lo largo de los metacarpianos varía entre 2.8 pulgadas (7.1 cm) para el 5° percentil de las mujeres y 3.8 pulgadas (9.7 cm) para el 95avo. percentil para los hombres (Garrett, 1971).
Por lo tanto, 4 pulgadas (10 cm) pueden ser un mínimo razonable, pero 5 pulgadas (12.5 cm) puede ser un valor muy recomendable. Si la sujeción está encerrada o si se utilizan guantes, se recomienda tener un espacio más grande para sujetar la herramienta. Para un agarre de precisión externa, el mango de la herramienta debe ser lo sufi cientemente largo para poder ser soportado en la base del primer dedo o el dedo pulgar. En el caso de un agarre de precisión interna, la herramienta debe extenderse más allá de la palma, pero no tanto como para que golpee la muñeca (Konz y Johnson, 2000).
Por lo tanto, 4 pulgadas (10 cm) pueden ser un mínimo razonable, pero 5 pulgadas (12.5 cm) puede ser un valor muy recomendable. Si la sujeción está encerrada o si se utilizan guantes, se recomienda tener un espacio más grande para sujetar la herramienta. Para un agarre de precisión externa, el mango de la herramienta debe ser lo sufi cientemente largo para poder ser soportado en la base del primer dedo o el dedo pulgar. En el caso de un agarre de precisión interna, la herramienta debe extenderse más allá de la palma, pero no tanto como para que golpee la muñeca (Konz y Johnson, 2000).
miércoles, 8 de julio de 2015
DISEÑE MANGOS DE 1.5 PULGADAS DE DIÁMETRO PARA AGARRES DE FUERZA
Los agarres de fuerza alrededor de un objeto cilíndrico deben encerrar completamente la circunferencia del cilindro, con los dedos y el pulgar apenas tocándose. Para la mayoría de las personas, esto representa un diámetro del mango de aproximadamente 1.5 pulgadas (3.8 cm), lo que genera una actividad ECM mínima, un deterioro mínimo del tiempo de sujeción y fuerzas máximas de empuje. En general, el extremo superior del rango es mejor para una torsión máxima, y el extremo inferior es mejor para una mayor destreza y velocidad. El diámetro del mango para agarres de precisión debe ser de aproximadamente 0.5 pulgadas (1.3 cm) (Freivalds, 1996).
martes, 7 de julio de 2015
UTILICE LOS DEDOS MÁS FUERTES PARA TRABAJAR: EL DEDO MEDIO Y EL PULGAR
A pesar de que el dedo índice es por lo común el que puede moverse más rápido, no es el más fuerte (vea la tabla 5.7). Cuando se trate de una carga relativamente pesada, en general resulta más efi ciente el uso del dedo medio o una combinación del dedo medio y del índice.

lunes, 6 de julio de 2015
EVITE EL MOVIMIENTO DACTILAR REPETITIVO
Si el dedo índice se utiliza de manera excesiva para operar disparadores, se desarrollarían síntomas del dedo disparador. Las fuerzas del disparo deben minimizarse lo más posible, de preferencia por debajo de 2 libras (0.9 kg) (Eastman Kodak, 1983), para reducir la carga en dicho dedo. Son preferibles los controles operados por dos o tres dedos (vea la fi gura 5.30); los controles de banda dactilar o la barra de sujeción de fuerza es aún mejor, ya que requieren el uso de más dedos más fuertes. En la tabla 5.7 se muestran las fuerzas absolutas de fl exión de los dedos y sus contribuciones relacionadas
con la sujeción.
Cuando se debe utilizar una herramienta de dos mangos, un mecanismo a base de resortes evita que los dedos tengan que regresar la herramienta a su posición inicial. Además, se debe evitar un elevado número de repeticiones. A pesar de que los niveles críticos de las repeticiones no se conocen, NIOSH (1989) demostró que existen elevados índices de desórdenes de músculo y tendón en los trabajadores que exceden 10 000 movimientos diarios.
con la sujeción.
Cuando se debe utilizar una herramienta de dos mangos, un mecanismo a base de resortes evita que los dedos tengan que regresar la herramienta a su posición inicial. Además, se debe evitar un elevado número de repeticiones. A pesar de que los niveles críticos de las repeticiones no se conocen, NIOSH (1989) demostró que existen elevados índices de desórdenes de músculo y tendón en los trabajadores que exceden 10 000 movimientos diarios.
domingo, 5 de julio de 2015
DISEÑE LAS HERRAMIENTAS DE TAL MANERA QUE PUEDAN SER EMPLEADAS CON CUALQUIER MANO POR LA MAYORÍA DE LAS PERSONAS (II)
La fuerza de agarre de la mujer varía entre 50 y 67% respecto a la de los hombres (Pheasant y Scriven, 1983). Por ejemplo, se puede esperar que el hombre promedio ejerza aproximadamente 110 libras (50 kg) mientras que la mujer promedio lo hará en alrededor de 60 libras (27.3 kg). Las mujeres tienen una desventaja doble: una menor fuerza de sujeción y un menor alcance promedio. La mejor solución consiste en ofrecer una amplia variedad de tamaños de herramientas.


sábado, 4 de julio de 2015
DISEÑE LAS HERRAMIENTAS DE TAL MANERA QUE PUEDAN SER EMPLEADAS CON CUALQUIER MANO POR LA MAYORÍA DE LAS PERSONAS (I)
Alternar manos hace posible que se reduzca la fatiga muscular total. Sin embargo, en muchas situaciones, esto no es posible, ya que las herramientas están diseñadas para usarse con una mano.
Además, si se diseña para usarse con la mano que el usuario prefi era, que para 90% de la población es la derecha, el resto, o sea 10%, quedaría inconforme. Buenos ejemplos de herramientas diseñadas para diestros que no pueden ser utilizadas por personas zurdas son el taladro con el mango lateral sólo en el lado izquierdo, la sierra circular y el cuchillo dentado diseñado para ser sólo de un lado.
Por lo general, los hombres diestros muestran 12% de reducción de fuerza en la mano izquierda, mientras que las mujeres diestras padecen 7% de reducción de fuerza. Sorprendentemente, tanto los hombres como las mujeres zurdas tienen casi la misma fuerza en ambas manos. Una conclusión es que las personas zurdas son obligadas a adaptarse a un mundo diseñado para los diestros (Miller y Freivalds, 1987).

Además, si se diseña para usarse con la mano que el usuario prefi era, que para 90% de la población es la derecha, el resto, o sea 10%, quedaría inconforme. Buenos ejemplos de herramientas diseñadas para diestros que no pueden ser utilizadas por personas zurdas son el taladro con el mango lateral sólo en el lado izquierdo, la sierra circular y el cuchillo dentado diseñado para ser sólo de un lado.
Por lo general, los hombres diestros muestran 12% de reducción de fuerza en la mano izquierda, mientras que las mujeres diestras padecen 7% de reducción de fuerza. Sorprendentemente, tanto los hombres como las mujeres zurdas tienen casi la misma fuerza en ambas manos. Una conclusión es que las personas zurdas son obligadas a adaptarse a un mundo diseñado para los diestros (Miller y Freivalds, 1987).

viernes, 3 de julio de 2015
EVITE LA COMPRESIÓN DE LOS TEJIDOS
A menudo, cuando se trabaja con herramientas manuales, la mano aplica una fuerza considerable. Dichas acciones pueden concentrar una fuerza de compresión de magnitud considerable sobre la palma de la mano y los dedos, lo que puede dar como resultado isquemia, esto es, la obstrucción del fl ujo sanguíneo hacia los tejidos y el entumecimiento y hormigueo de los dedos. Los mangos deben estar diseñados con grandes superfi cies de contacto con el fi n de distribuir la fuerza sobre un área grande (vea la fi gura 5.29) o para dirigirla hacia áreas menos sensibles, tales como el tejido entre el dedo pulgar y el dedo índice. De manera similar, se deben evitar las ranuras o grietas en los mangos de las
herramientas. Debido a que las manos pueden variar mucho en cuanto a tamaño, dichas ranuras sólo le serán útiles a una pequeña fracción de la población.
herramientas. Debido a que las manos pueden variar mucho en cuanto a tamaño, dichas ranuras sólo le serán útiles a una pequeña fracción de la población.
miércoles, 13 de mayo de 2015
EVITE LA COMPRESIÓN DE LOS TEJIDOS
A menudo, cuando se trabaja con herramientas manuales, la mano aplica una fuerza considerable. Dichas acciones pueden concentrar una fuerza de compresión de magnitud considerable sobre la palma de la mano y los dedos, lo que puede dar como resultado isquemia, esto es, la obstrucción del fl ujo sanguíneo hacia los tejidos y el entumecimiento y hormigueo de los dedos. Los mangos deben estar diseñados con grandes superfi cies de contacto con el fi n de distribuir la fuerza sobre un área grande (vea la fi gura 5.29) o para dirigirla hacia áreas menos sensibles, tales como el tejido entre el dedo pulgar y el dedo índice. De manera similar, se deben evitar las ranuras o grietas en los mangos de las
herramientas. Debido a que las manos pueden variar mucho en cuanto a tamaño, dichas ranuras sólo le serán útiles a una pequeña fracción de la población.
herramientas. Debido a que las manos pueden variar mucho en cuanto a tamaño, dichas ranuras sólo le serán útiles a una pequeña fracción de la población.
martes, 12 de mayo de 2015
MANTENGA LA MUÑECA ESTIRADA
A medida que la muñeca se mueve respecto a su posición neutral, se presenta una pérdida de fuerza en el agarre. Comenzando en una posición neutral de la muñeca, la pronación reduce 12% la fuerza de sujeción, 25% la fl exión/extensión y 15% la desviación radial/anular (vea la fi gura 5.27). Además, las posiciones no naturales de las manos pueden dar como resultado dolores en las muñecas, pérdida de fuerza de agarre y, si se mantienen por mucho tiempo, la ocurrencia del síndrome del túnel carpal.
Para reducir este problema, el lugar de trabajo o las herramientas se deben rediseñar con el fi n de permitir que la muñeca siempre esté en una posición recta; por ejemplo, colocar más abajo la superficie de trabajo y las orillas de los contenedores e inclinar las agarraderas hacia el usuario. De manera similar, el mango de las herramientas debe refl ejar el eje de la empuñadura, el cual está a aproximadamente 78° respecto a la horizontal y debe estar orientado de tal forma que el eje de la herramienta esté alineado con el dedo índice; ejemplos de lo anterior son los mangos de las pinzas para doblar y el cuchillo de sujeción de pistola (vea la fi gura 5.28).


Para reducir este problema, el lugar de trabajo o las herramientas se deben rediseñar con el fi n de permitir que la muñeca siempre esté en una posición recta; por ejemplo, colocar más abajo la superficie de trabajo y las orillas de los contenedores e inclinar las agarraderas hacia el usuario. De manera similar, el mango de las herramientas debe refl ejar el eje de la empuñadura, el cual está a aproximadamente 78° respecto a la horizontal y debe estar orientado de tal forma que el eje de la herramienta esté alineado con el dedo índice; ejemplos de lo anterior son los mangos de las pinzas para doblar y el cuchillo de sujeción de pistola (vea la fi gura 5.28).
lunes, 11 de mayo de 2015
REALICE MOVIMIENTOS DE TORCIDO CON LOS CODOS FLEXIONADOS
Cuando el codo está extendido, los tendones y músculos del brazo se estiran y, por lo tanto, producen poca fuerza. Cuando el codo se encuentra fl exionado 90° o menos, los bíceps tienen una buena ventaja mecánica y pueden contribuir al giro del antebrazo.
domingo, 10 de mayo de 2015
EVITE LA CARGA MUSCULAR ESTÁTICA DURANTE PERIODOS PROLONGADOS
Cuando se utilizan herramientas en situaciones en las que es necesario levantar los brazos o sostener las herramientas por periodos prolongados, los músculos de los hombros, brazos y manos pueden largarse estáticamente, lo cual trae como consecuencia la fatiga, una menor efi ciencia laboral y dolor. La abducción de los hombros, con la correspondiente elevación de los codos, se presentará si el trabajo debe realizarse con una herramienta de sujeción tipo pistola sobre un lugar de trabajo horizontal. Una herramienta en línea o recta reduce la necesidad de levantar el brazo y también hace posible una postura neutral de la muñeca. El trabajo prolongado con los brazos extendidos, como es el caso de tareas de ensamble realizadas con fuerza, pueden producir dolor en el antebrazo. Cambiar la distribución del lugar de trabajo de tal manera que se mantengan los codos a 90° elimina la mayor parte del problema (vea la fi gura 5.4). De forma similar, mantener activado de manera continua un interruptor de activación puede producir fatiga de los dedos así como reducir la fl exibilidad.

sábado, 9 de mayo de 2015
PRINCIPIOS DEL DISEÑO DE TRABAJO: HERRAMIENTAS (II)
El agarre de precisión se utiliza para control o precisión. Cuando se utiliza este tipo de sujeción, el artículo se sostiene entre los extremos distales de uno o más dedos y el dedo pulgar contrario (el dedo pulgar a veces se omite). La posición relativa del dedo pulgar y los otros dedos determina cuánta fuerza puede aplicarse y proporciona una superfi cie sensorial para recibir la retroalimentación necesaria para lograr la precisión que se necesita. Existen cuatro tipos básicos de agarres de precisión, con muchas variaciones (vea la fi gura 5.26): 1) presión lateral, cuando el dedo pulgar se opone a la parte lateral del dedo índice; 2) presiones en la punta de dos y tres puntos (o pulpo), en las que la punta (o base de la palma) del dedo pulgar se opone a las puntas (o bases de la palma) de uno o más dedos (en el caso de objetos cilíndricos relativamente pequeños, los tres dígitos actúan como un mandril, lo cual resulta en una sujeción de mandril); 3) presión de la palma, cuando los dedos se oponen a la palma de la mano sin que participe el dedo pulgar, como es el caso del transporte de una parabrisas de vidrio, y 4) presión con los dedos, cuando los pulgares así como lo demás dedos ejercen presión sobre una superfi cie, como si trabajadores de la industria de la confección alimentaran tela en una máquina de coser. Un agarre especializado es una sujeción de precisión externa o de escritura, esto
es, una combinación de una fuerza lateral con el dedo medio y una fuerza en dos puntos para sostener al dispositivo de escritura (Konz y Johnson, 2000).
Una clasifi cación y jerarquización completa de los tipos de agarre se puede encontrar en Kroemer (1986). Observe la fuerza signifi cativamente reducida de los agarres de presión en comparación con los agarres de fuerza (consulte la tabla 5.6). Nunca se debe aplicar fuerzas de gran magnitud a las sujeciones de presión.

es, una combinación de una fuerza lateral con el dedo medio y una fuerza en dos puntos para sostener al dispositivo de escritura (Konz y Johnson, 2000).
Una clasifi cación y jerarquización completa de los tipos de agarre se puede encontrar en Kroemer (1986). Observe la fuerza signifi cativamente reducida de los agarres de presión en comparación con los agarres de fuerza (consulte la tabla 5.6). Nunca se debe aplicar fuerzas de gran magnitud a las sujeciones de presión.
viernes, 8 de mayo de 2015
PRINCIPIOS DEL DISEÑO DE TRABAJO: HERRAMIENTAS (I)
UTILICE UN AGARRE DE FUERZA PARA LAS TAREAS QUE REQUIERAN FUERZA Y AGARRE DE PRECISIÓN PARA AQUELLAS QUE REQUIERAN PRECISIÓN
La aprehensión de la mano puede defi nirse básicamente como las variaciones del agarre entre dos extremos: un agarre de fuerza y un agarre de presión. En el agarre de fuerza, la empuñadura cilíndrica de la herramienta, cuyo eje es más o menos perpendicular al antebrazo, se mantiene en sujeción por los dedos fl exionados parcialmente sobre la palma. El dedo pulgar ejerce una presión en sentido opuesto, que se superpone ligeramente con el dedo medio (vea la fi gura 5.26). La línea de acción de la fuerza puede variar según 1) la fuerza paralela al antebrazo, como cuando se serrucha; 2) la fuerza a un determinado ángulo respecto al antebrazo, como cuando se martilla; y 3) la fuerza que actúa en el brazo de palanca, que crea una torsión con relación al antebrazo, como cuando se usa el desarmador. Como su nombre implica, el agarre de fuerza se utiliza para ejercer fuerza o para sujetar objetos pesados. Sin embargo, a medida que los dedos o el dedo pulgar se desvían respecto al agarre cilíndrico, se produce una menor fuerza pero es mayor la precisión que puede ofrecerse. Por ejemplo, si se sostiene un martillo ligero como cuando se está clavando, el dedo pulgar puede desviarse con relación a la oposición de los dedos para alinearse con el mango. Si el dedo índice también se desvía del eje de la herramienta, como cuando se sostiene un cuchillo para realizar un corte preciso, este tipo de agarre se asemeja a una sujeción de presión, con la hoja presionada entre el dedo pulgar y el dedo índice. En ocasiones, este agarre se denomina agarre de precisión inter a (Konz y Johnson,
2000). Una sujeción mediante un asa, que se utiliza para sostener una caja o una agarradera, es un agarre de fuerza incompleto en el que no se aplica la fuerza opuesta del dedo pulgar, y, por ende, se reduce de manera considerable la fuerza de sujeción disponible.

La aprehensión de la mano puede defi nirse básicamente como las variaciones del agarre entre dos extremos: un agarre de fuerza y un agarre de presión. En el agarre de fuerza, la empuñadura cilíndrica de la herramienta, cuyo eje es más o menos perpendicular al antebrazo, se mantiene en sujeción por los dedos fl exionados parcialmente sobre la palma. El dedo pulgar ejerce una presión en sentido opuesto, que se superpone ligeramente con el dedo medio (vea la fi gura 5.26). La línea de acción de la fuerza puede variar según 1) la fuerza paralela al antebrazo, como cuando se serrucha; 2) la fuerza a un determinado ángulo respecto al antebrazo, como cuando se martilla; y 3) la fuerza que actúa en el brazo de palanca, que crea una torsión con relación al antebrazo, como cuando se usa el desarmador. Como su nombre implica, el agarre de fuerza se utiliza para ejercer fuerza o para sujetar objetos pesados. Sin embargo, a medida que los dedos o el dedo pulgar se desvían respecto al agarre cilíndrico, se produce una menor fuerza pero es mayor la precisión que puede ofrecerse. Por ejemplo, si se sostiene un martillo ligero como cuando se está clavando, el dedo pulgar puede desviarse con relación a la oposición de los dedos para alinearse con el mango. Si el dedo índice también se desvía del eje de la herramienta, como cuando se sostiene un cuchillo para realizar un corte preciso, este tipo de agarre se asemeja a una sujeción de presión, con la hoja presionada entre el dedo pulgar y el dedo índice. En ocasiones, este agarre se denomina agarre de precisión inter a (Konz y Johnson,
2000). Una sujeción mediante un asa, que se utiliza para sostener una caja o una agarradera, es un agarre de fuerza incompleto en el que no se aplica la fuerza opuesta del dedo pulgar, y, por ende, se reduce de manera considerable la fuerza de sujeción disponible.
jueves, 7 de mayo de 2015
DESÓRDENES DE TRAUMA ACUMULATIVO (VI)
Un ejemplo (vea la fi gura 5.25) analiza el estrés CTD en el que se incurre en una operación de corte altamente repetitiva que se describe con mayor detalle en el ejemplo 8.1. Tanto el factor de frecuencia de 1.55 como el factor de fuerza de 2.00 exceden el umbral de seguridad de 1.0, lo cual da como resultado un valor total de riesgo de 1.34, que también supera a 1.0. Por lo tanto, el método más efi caz consiste en reducir la frecuencia mediante la eliminación o combinación de movimientos innecesarios (los cuales pueden o no ser factibles) y la reducción de la componente de la fuerza mediante la modifi cación del agarre utilizado (la base del cambio de métodos del ejemplo 8.1).
El índice CTD ha demostrado ser muy exitoso en la identifi cación de trabajos que producen lesiones, pero funciona mucho mejor en bases relativas más que en absolutas, por ejemplo, en trabajos críticos de ordenamiento por rango. Observe que el índice de riesgo CTD también sirve como una lista de verifi cación útil para identifi car posturas muy defi cientes y como una herramienta de diseño para seleccionar las condiciones clave para el rediseño.
El índice CTD ha demostrado ser muy exitoso en la identifi cación de trabajos que producen lesiones, pero funciona mucho mejor en bases relativas más que en absolutas, por ejemplo, en trabajos críticos de ordenamiento por rango. Observe que el índice de riesgo CTD también sirve como una lista de verifi cación útil para identifi car posturas muy defi cientes y como una herramienta de diseño para seleccionar las condiciones clave para el rediseño.
miércoles, 6 de mayo de 2015
DESÓRDENES DE TRAUMA ACUMULATIVO (V)
Para evaluar el nivel de problemas relacionados con los CTD en una planta, el analista de métodos o ergonomista típicamente comienza con un estudio de los trabajadores con el fi n de determinar su estado de salud e incomodidad durante la realización de sus labores. Una herramienta que se utiliza muy a menudo para este propósito es el diagrama de incomodidad del cuerpo (Corkett y Bishop, 1976; vea la fi gura 5.24), mediante el cual el trabajador evalúa el nivel de dolor o incomodidad en varias partes del cuerpo, en una escala del 0 (sin dolor) a 10 (casi máximo). La escala de evaluación se basa en la escala de valores por categoría (CR-10) de Borg (1990) con las anclas verbales que se muestran en la fi gura 5.24.
Un método más cuantitativo es el nuevo procedimiento de análisis de riesgos de los CTD que agrega los valores del riesgo de los tres factores causales más importantes en un solo resultado (vea fi gura 5.25; Seth et al., 1999). Un factor de frecuencia está determinado por el número de movimientos dañinos para la muñeca, que después son puestos en una escala con un valor de umbral de 10 000.
El factor de la postura se determina a partir del grado de desviación respecto a la postura neutral de los principales movimientos de las extremidades superiores. El factor fuerza se determina a partir del porcentaje relativo de la fuerza muscular máxima que se ejerce para realizar la tarea, y después se pone en una escala de 15%, el máximo valor permitido para contracciones estáticas extendidas (vea el capítulo 4). Un factor misceláneo fi nal incorpora una gran variedad de condiciones que pueden jugar un papel en las causas de los CTD, como la vibración y la temperatura, los cuales se ponderan de manera adecuada y después se suman para determinar un índice fi nal de riesgo al CTD. En condiciones relativamente seguras, dicho índice debe ser menor a 1 (parecido al índice de levantamiento del NIOSH, capítulo 4).

Un método más cuantitativo es el nuevo procedimiento de análisis de riesgos de los CTD que agrega los valores del riesgo de los tres factores causales más importantes en un solo resultado (vea fi gura 5.25; Seth et al., 1999). Un factor de frecuencia está determinado por el número de movimientos dañinos para la muñeca, que después son puestos en una escala con un valor de umbral de 10 000.
El factor de la postura se determina a partir del grado de desviación respecto a la postura neutral de los principales movimientos de las extremidades superiores. El factor fuerza se determina a partir del porcentaje relativo de la fuerza muscular máxima que se ejerce para realizar la tarea, y después se pone en una escala de 15%, el máximo valor permitido para contracciones estáticas extendidas (vea el capítulo 4). Un factor misceláneo fi nal incorpora una gran variedad de condiciones que pueden jugar un papel en las causas de los CTD, como la vibración y la temperatura, los cuales se ponderan de manera adecuada y después se suman para determinar un índice fi nal de riesgo al CTD. En condiciones relativamente seguras, dicho índice debe ser menor a 1 (parecido al índice de levantamiento del NIOSH, capítulo 4).
martes, 5 de mayo de 2015
DESÓRDENES DE TRAUMA ACUMULATIVO (IV)
El dedo de disparo es una forma de tendonitis que resulta de una situación de trabajo en la que la falange distal del dedo índice debe doblarse y fl exionarse contra la resistencia antes de que se fl exionen las falanges más próximas. Las fuerzas isométricas excesivas producen un ranurado en el hueso, o se agranda el tendón debido a una infl amación. Cuando el tendón se mueve dentro de la vaina, puede sacudirse o producir un sonido audible. El dedo blanco es consecuencia de una excesiva vibración de las máquinas herramienta, lo que provoca la constricción de las arteriolas dentro de los dedos. La falta de fl ujo sanguíneo resultante se manifi esta como un palidecimiento de la piel, con la
correspondiente pérdida del control motor. Un efecto similar, que puede presentarse como resultado de una exposición al frío, se llama síndrome de Raynaud. Una muy buena introducción a éstos y otros CTD se pueden consultar en Putz-Anderson (1988).
No todas las incidencias son traumáticas. Se ha observado también que la fatiga e incomodidad de corto plazo son resultado de un pobre manejo y una defi ciente orientación del martilleo así como de una forma inadecuada de la herramienta y mala altura del trabajo cuando se realizan tareas con desarmadores. Por lo general, un mal diseño de las manijas de una herramienta provoca que se deban ejercer elevadas fuerzas de sujeción y extremas desviaciones de la muñeca, lo que da como resultado una mayor fatiga (Freivalds, 1996).

correspondiente pérdida del control motor. Un efecto similar, que puede presentarse como resultado de una exposición al frío, se llama síndrome de Raynaud. Una muy buena introducción a éstos y otros CTD se pueden consultar en Putz-Anderson (1988).
No todas las incidencias son traumáticas. Se ha observado también que la fatiga e incomodidad de corto plazo son resultado de un pobre manejo y una defi ciente orientación del martilleo así como de una forma inadecuada de la herramienta y mala altura del trabajo cuando se realizan tareas con desarmadores. Por lo general, un mal diseño de las manijas de una herramienta provoca que se deban ejercer elevadas fuerzas de sujeción y extremas desviaciones de la muñeca, lo que da como resultado una mayor fatiga (Freivalds, 1996).
lunes, 4 de mayo de 2015
DESÓRDENES DE TRAUMA ACUMULATIVO (III)
La tendosinovitis, uno de los CTD más comunes, consiste en la infl amación de las capas de los tendones y se debe al uso exagerado de las herramientas o a la falta de costumbre en el uso de herramientas diseñadas inadecuadamente. Si la infl amación se esparce hacia los tendones, se convierte en una tendonitis. A menudo esta lesión la experimentan los aprendices expuestos a grandes desviaciones del cúbito, en unión con la supinación de la muñeca. Los movimientos repetitivos y los impactos de choque pueden agravar aún más esta condición. El síndrome del túnel carpal es un desorden de la mano provocada por una lesión del nervio medio dentro de la muñeca. La fl exión y extensión repetitiva de la muñeca en condiciones de estrés puede causar infl amación en las capas de los tendones.
Dichas capas, al detectar una fricción elevada, segregan más fl uido para lubricar las capas y facilitar el movimiento de los tendones. La acumulación de fl uido resultante aumenta la presión en el túnel carpal, la cual a su vez comprime el nervio medio. Entre los síntomas se incluye la lesión o pérdida de la función nerviosa en los primeros tres dedos y medio, que se manifi esta como entumecimiento, hormigueo, dolor y pérdida de destreza. De nueva cuenta, el diseño apropiado de las herramientas es muy importante para evitar estas posiciones extremas de la muñeca. Las desviaciones radiales extremas de la muñeca son consecuencia de la presión entre la cabeza del radio y la parte adjunta del húmero, lo que da como resultado el codo de tenista, una forma de tendonitis. De manera similar, la extensión simultánea de la muñeca junto con la pronación total, es igualmente tensionante en el codo.

Dichas capas, al detectar una fricción elevada, segregan más fl uido para lubricar las capas y facilitar el movimiento de los tendones. La acumulación de fl uido resultante aumenta la presión en el túnel carpal, la cual a su vez comprime el nervio medio. Entre los síntomas se incluye la lesión o pérdida de la función nerviosa en los primeros tres dedos y medio, que se manifi esta como entumecimiento, hormigueo, dolor y pérdida de destreza. De nueva cuenta, el diseño apropiado de las herramientas es muy importante para evitar estas posiciones extremas de la muñeca. Las desviaciones radiales extremas de la muñeca son consecuencia de la presión entre la cabeza del radio y la parte adjunta del húmero, lo que da como resultado el codo de tenista, una forma de tendonitis. De manera similar, la extensión simultánea de la muñeca junto con la pronación total, es igualmente tensionante en el codo.
domingo, 3 de mayo de 2015

sábado, 2 de mayo de 2015


viernes, 1 de mayo de 2015

jueves, 30 de abril de 2015

miércoles, 29 de abril de 2015

martes, 28 de abril de 2015

lunes, 27 de abril de 2015

domingo, 26 de abril de 2015
DESÓRDENES DE TRAUMA ACUMULATIVO (II)
iCuatro factores principales relacionados con el trabajo parecen ser los que generan el desarrollo de CTD: 1) fuerza excesiva, 2) movimientos no naturales o de los extremos de las articulaciones, 3) gran número de repeticiones y 4) duración del trabajo. Dentro de los síntomas más comunes asociados con el CTD se incluyen: dolor, limitaciones de los movimientos de las articulaciones e infl amación del tejido blando. En las primeras etapas pueden existir algunos signos visibles; sin embargo, si
los nervios están afectados, pueden dañarse las respuestas sensoriales y el control de movimientos.
Si no es tratado, los CTD pueden provocar una incapacidad permanente. La mano humana es una estructura compleja de huesos, arterias, nervios, ligamentos y tendones.
Los dedos están controlados mediante los músculos carpio extensor y carpio fl exor del antebrazo. Los músculos están conectados a los dedos mediante tendones, los cuales pasan a través de un canal en la muñeca, formado por los huesos de la parte trasera de la mano de un lado y por el ligamento carpiano transverso del otro lado. A través de dicho canal, llamado túnel carpal, también pasan varias arterias y nervios (vea la fi gura 5.22). Los huesos de la muñeca se conectan a los dos huesos largos del antebrazo, el cúbito y el radio. El radio está conectado al lado del dedo pulgar de la muñeca mientras que el cúbito se conecta al lado del dedo meñique. La orientación de la articulación de la muñeca
permite el movimiento en dos planos, a 90° entre sí (vea la fi gura 5.23). El primero permite la fl exión y la extensión mientras que el segundo hace posible la desviación del cúbito y el radio. Asimismo, la rotación del antebrazo puede dar como resultado una pronación con la palma hacia abajo o una supinación con la palma hacia arriba.
los nervios están afectados, pueden dañarse las respuestas sensoriales y el control de movimientos.
Si no es tratado, los CTD pueden provocar una incapacidad permanente. La mano humana es una estructura compleja de huesos, arterias, nervios, ligamentos y tendones.
Los dedos están controlados mediante los músculos carpio extensor y carpio fl exor del antebrazo. Los músculos están conectados a los dedos mediante tendones, los cuales pasan a través de un canal en la muñeca, formado por los huesos de la parte trasera de la mano de un lado y por el ligamento carpiano transverso del otro lado. A través de dicho canal, llamado túnel carpal, también pasan varias arterias y nervios (vea la fi gura 5.22). Los huesos de la muñeca se conectan a los dos huesos largos del antebrazo, el cúbito y el radio. El radio está conectado al lado del dedo pulgar de la muñeca mientras que el cúbito se conecta al lado del dedo meñique. La orientación de la articulación de la muñeca
permite el movimiento en dos planos, a 90° entre sí (vea la fi gura 5.23). El primero permite la fl exión y la extensión mientras que el segundo hace posible la desviación del cúbito y el radio. Asimismo, la rotación del antebrazo puede dar como resultado una pronación con la palma hacia abajo o una supinación con la palma hacia arriba.
sábado, 25 de abril de 2015
DESÓRDENES DE TRAUMA ACUMULATIVO (I)
El costo de los desórdenes músculo-esqueléticos relacionados con el trabajo como, por ejemplo, los desórdenes de trauma acumulativo (Cumulative trauma disorders CTD) en la industria de Estados Unidos, a pesar de que no todos son consecuencia de un diseño del trabajo inadecuado, es demasiado elevado. Los datos del Consejo de Seguridad Nacional (2003) sugieren que entre 15 y 20% de quienes trabajan en industrias clave (empacadoras de carne, procesamiento de aves, ensamblado de automóviles y manufactura textil) corren el riesgo de sufrir CTD y 61% de todas las lesiones ocupacionales están asociadas con movimientos repetitivos. La industria más afectada es la manufacturera, mientras que el peor puesto ocupacional es el de carnicero con 222 quejas de CTD por cada 100 000 trabajadores. Con estos índices tan elevados y con costos de servicio médico promedio de 30 000 dólares por caso, el NIOSH y la OSHA se han enfocado en la tarea de reducir los índices de incidencia de las lesiones músculo-esqueléticas relacionadas con el trabajo como uno de sus objetivos
principales.
Los desórdenes de trauma acumulativo (a menudo llamados lesiones por movimiento repetitivo o desórdenes músculo-esqueléticos relacionados con el trabajo) son lesiones del sistema músculoesquelético que se desarrollan gradualmente como resultado de microtraumas repetitivos debidos a un pobre diseño y al excesivo uso de herramientas de mano y otros equipos. Como tienen un lento nacimiento y a la naturaleza relativamente apacible de la lesión, a menudo son ignoradas hasta que se vuelven crónicas y se presentan lesiones más severas. Estos problemas representan una gran variedad de problemas, entre ellos desórdenes por movimientos repetitivos, estrechamiento del túnel carpal, tendonitis, ganglionitis, tenosinovitis y bursitis, términos que, con frecuencia, se utilizan de manera intercambiable.
principales.
Los desórdenes de trauma acumulativo (a menudo llamados lesiones por movimiento repetitivo o desórdenes músculo-esqueléticos relacionados con el trabajo) son lesiones del sistema músculoesquelético que se desarrollan gradualmente como resultado de microtraumas repetitivos debidos a un pobre diseño y al excesivo uso de herramientas de mano y otros equipos. Como tienen un lento nacimiento y a la naturaleza relativamente apacible de la lesión, a menudo son ignoradas hasta que se vuelven crónicas y se presentan lesiones más severas. Estos problemas representan una gran variedad de problemas, entre ellos desórdenes por movimientos repetitivos, estrechamiento del túnel carpal, tendonitis, ganglionitis, tenosinovitis y bursitis, términos que, con frecuencia, se utilizan de manera intercambiable.
viernes, 24 de abril de 2015
ASEGÚRESE DE LOGRAR LA COMPATIBILIDAD APROPIADA ENTRE LOS CONTROLES Y LAS PANTALLAS
La compatibilidad se defi ne como la relación entre los controles y las pantallas que es consistente con las expectativas humanas. Los principios básicos incluyen la asequibilidad, la propiedad percibida que da como resultado la acción deseada; la ubicación, la evidente relación entre los controles y las respuestas; y la retroalimentación, de manera que el operador sepa que la función ha sido lograda.
Por ejemplo, una buena asequibilidad es una puerta con una manija que se jala para abrirla o una puerta con una placa que se presiona para abrirse. La ubicación espacial se ofrece en estufas bien diseñadas. La compatibilidad de movimientos es proporcionada mediante la acción directa del controlador, lecturas de escalas que aumentan de izquierda a derecha y movimientos en el sentido de las manecillas del reloj que incrementan los parámetros. En pantallas circulares, la mejor compatibilidad se logra con una escala fi ja y una pantalla con indicador móvil (vea la sección 7.4). En las pantallas verticales u horizontales, el principio de Warrick, sostiene que los indicadores más cercanos a la
pantalla y al control que se mueven en la misma dirección ofrecen la mejor compatibilidad (vea la fi gura 5.19). En controles y pantallas ubicados en planos diferentes, un movimiento en el sentido de las manecillas del reloj para los incrementos y la regla de la mano derecha (la pantalla avanza en la dirección del movimiento de un tornillo o control de mano derecha) son los más compatibles. En controles tipo varilla de un controlador directo, el mejor método es obtener resultados hacia arriba en movimientos hacia arriba (Sanders y McCormick, 1993).
Los principios del diseño del trabajo de máquinas y equipo se resumen en la lista de verifi cación para la evaluación de las máquinas (fi gura 5.21). El analista puede encontrar esta lista de mucha utilidad cuando desee evaluar y diseñar máquinas y otros equipos.
Por ejemplo, una buena asequibilidad es una puerta con una manija que se jala para abrirla o una puerta con una placa que se presiona para abrirse. La ubicación espacial se ofrece en estufas bien diseñadas. La compatibilidad de movimientos es proporcionada mediante la acción directa del controlador, lecturas de escalas que aumentan de izquierda a derecha y movimientos en el sentido de las manecillas del reloj que incrementan los parámetros. En pantallas circulares, la mejor compatibilidad se logra con una escala fi ja y una pantalla con indicador móvil (vea la sección 7.4). En las pantallas verticales u horizontales, el principio de Warrick, sostiene que los indicadores más cercanos a la
pantalla y al control que se mueven en la misma dirección ofrecen la mejor compatibilidad (vea la fi gura 5.19). En controles y pantallas ubicados en planos diferentes, un movimiento en el sentido de las manecillas del reloj para los incrementos y la regla de la mano derecha (la pantalla avanza en la dirección del movimiento de un tornillo o control de mano derecha) son los más compatibles. En controles tipo varilla de un controlador directo, el mejor método es obtener resultados hacia arriba en movimientos hacia arriba (Sanders y McCormick, 1993).
Los principios del diseño del trabajo de máquinas y equipo se resumen en la lista de verifi cación para la evaluación de las máquinas (fi gura 5.21). El analista puede encontrar esta lista de mucha utilidad cuando desee evaluar y diseñar máquinas y otros equipos.
jueves, 23 de abril de 2015
UTILICE EL TAMAÑO, DESPLAZAMIENTO Y RESISTENCIA APROPIADOS DEL CONTROL (II)
La resistencia del control es importante puesto que ofrece retroalimentación al operador. De manera ideal, puede ser de dos tipos: desplazamiento puro sin resistencia, o fuerza pura sin desplazamiento.
El primero tiene la ventaja de producir menos fatiga, mientras que el segundo es un control de hombre muerto, esto es, el control regresa a cero una vez que éste se libera. Por lo general, en la vida real los controles están típicamente cargados con resortes, lo que incorpora así las características de ambos. Entre los aspectos principales de un control en estado de falla se incluye una elevada fricción estática inicial, excesivo amortiguamiento viscoso y la existencia de espacio muerto, esto es, el movimiento del control sin obtener ninguna respuesta. Los tres aspectos perjudican el rastreo y el desempeño durante el uso. Sin embargo, los dos primeros a veces se incorporan con toda intención con el fin de evitar la activación del control de forma inadvertida (Sanders y McCormick, 1993).

El primero tiene la ventaja de producir menos fatiga, mientras que el segundo es un control de hombre muerto, esto es, el control regresa a cero una vez que éste se libera. Por lo general, en la vida real los controles están típicamente cargados con resortes, lo que incorpora así las características de ambos. Entre los aspectos principales de un control en estado de falla se incluye una elevada fricción estática inicial, excesivo amortiguamiento viscoso y la existencia de espacio muerto, esto es, el movimiento del control sin obtener ninguna respuesta. Los tres aspectos perjudican el rastreo y el desempeño durante el uso. Sin embargo, los dos primeros a veces se incorporan con toda intención con el fin de evitar la activación del control de forma inadvertida (Sanders y McCormick, 1993).
miércoles, 22 de abril de 2015
UTILICE EL TAMAÑO, DESPLAZAMIENTO Y RESISTENCIA APROPIADOS DEL CONTROL (I)
En sus asignaciones de trabajo, los operadores utilizan de manera continua diferentes tipos y diseños de controles. Los tres parámetros que tienen gran infl uencia en el desempeño son el tamaño del control, la relación control-respuesta y la resistencia del control cuando se encuentra activado. Un control que sea muy pequeño o muy grande no puede activarse de manera efi ciente. Las tablas 5.3, 5.4 y 5.5 proporcionan información útil de diseño respecto a las dimensiones mínima y máxima de los diferentes mecanismos de control.
La relación control-respuesta (C/R) se defi ne como la cantidad de movimiento de un control dividida entre la cantidad de movimiento de la respuesta (vea la fi gura 5.19).
Un valor reducido del cociente C/R indica una alta sensibilidad como, por ejemplo, en el ajuste burdo de un micrómetro. Una relación C/R elevada signifi ca baja sensibilidad, situación que se presenta en el ajuste fi no de un micrómetro. El movimiento general de los controles depende de la combinación del tiempo principal de recorrido para alcanzar el objetivo aproximado y el tiempo de ajuste secundario para alcanzar el objetivo exacto de una manera precisa. El cociente C/R óptimo que minimiza este tiempo total de movimientos depende del tipo de control y las condiciones de la tarea (vea fi gura 5.20). Observe que también existe un efecto rango, esto es, la tendencia a salirse del rango en cortas distancias y quedarse corto en distancias largas.

La relación control-respuesta (C/R) se defi ne como la cantidad de movimiento de un control dividida entre la cantidad de movimiento de la respuesta (vea la fi gura 5.19).
Un valor reducido del cociente C/R indica una alta sensibilidad como, por ejemplo, en el ajuste burdo de un micrómetro. Una relación C/R elevada signifi ca baja sensibilidad, situación que se presenta en el ajuste fi no de un micrómetro. El movimiento general de los controles depende de la combinación del tiempo principal de recorrido para alcanzar el objetivo aproximado y el tiempo de ajuste secundario para alcanzar el objetivo exacto de una manera precisa. El cociente C/R óptimo que minimiza este tiempo total de movimientos depende del tipo de control y las condiciones de la tarea (vea fi gura 5.20). Observe que también existe un efecto rango, esto es, la tendencia a salirse del rango en cortas distancias y quedarse corto en distancias largas.
martes, 21 de abril de 2015

lunes, 20 de abril de 2015
UTILICE LA CODIFICACIÓN POR FORMA, TEXTURA Y TAMAÑO PARA IDENTIFICAR LOS CONTROLES (II)
El diámetro o longitud de dichos controles debe estar entre 0.5 y 4.0 pulgadas (1.3 y 10 cm), excepto para la clase C, donde 0.75 pulgadas (1.9 cm) es el mínimo sugerido. La altura debe estar entre 0.5 y 1 pulgada (1.3 y 2.5 cm). (a&b) Adaptado de Hunt, © 1953 Fuente: Bradley, 1967.
Los botones de rotación fraccional se emplean para controles continuos con rangos menores a una vuelta completa, mientras que los botones de posicionamiento de seguro son convenientes para fi jar parámetros discretos. Además de la forma, la textura de la superfi cie puede permitir la discriminación por tacto. Por lo general, las texturas plana, estriada y moleteada se confunden muy rara vez. Sin embargo, a medida que el número de formas y texturas aumenta, la discriminación puede ser difícil y lenta en el caso en el que el operador deba identifi car los controles sin usar la vista. Si se le obliga a utilizar guantes, la codifi cación por forma únicamente es deseable para la discriminación visual o
la discriminación mediante el tacto de sólo dos de cuatro formas.
La codifi cación por tamaño, de manera análoga a la codifi cación por forma, permite la identificación visual mediante el tacto de los controles. Este tipo de codifi cación se utiliza principalmente cuando los operadores no pueden ver los controles. Desde luego, como es el caso de la codifi cación por forma, la codifi cación por tamaño permite la codifi cación redundante, puesto que los controles pueden ser diferenciados ya sea mediante el tacto o la vista. En general, trate de limitar las categorías de tamaño a tres o cuatro, con al menos una diferencia de tamaño de 0.5 pulgadas entre los controles.
La codifi cación operativa que requiera un solo movimiento (por ejemplo, invertir la marcha) es particularmente útil para controles críticos que no deban activarse de manera inadvertida.

Los botones de rotación fraccional se emplean para controles continuos con rangos menores a una vuelta completa, mientras que los botones de posicionamiento de seguro son convenientes para fi jar parámetros discretos. Además de la forma, la textura de la superfi cie puede permitir la discriminación por tacto. Por lo general, las texturas plana, estriada y moleteada se confunden muy rara vez. Sin embargo, a medida que el número de formas y texturas aumenta, la discriminación puede ser difícil y lenta en el caso en el que el operador deba identifi car los controles sin usar la vista. Si se le obliga a utilizar guantes, la codifi cación por forma únicamente es deseable para la discriminación visual o
la discriminación mediante el tacto de sólo dos de cuatro formas.
La codifi cación por tamaño, de manera análoga a la codifi cación por forma, permite la identificación visual mediante el tacto de los controles. Este tipo de codifi cación se utiliza principalmente cuando los operadores no pueden ver los controles. Desde luego, como es el caso de la codifi cación por forma, la codifi cación por tamaño permite la codifi cación redundante, puesto que los controles pueden ser diferenciados ya sea mediante el tacto o la vista. En general, trate de limitar las categorías de tamaño a tres o cuatro, con al menos una diferencia de tamaño de 0.5 pulgadas entre los controles.
La codifi cación operativa que requiera un solo movimiento (por ejemplo, invertir la marcha) es particularmente útil para controles críticos que no deban activarse de manera inadvertida.
domingo, 19 de abril de 2015
UTILICE LA CODIFICACIÓN POR FORMA, TEXTURA Y TAMAÑO PARA IDENTIFICAR LOS CONTROLES (I)
La codifi cación por forma, que utilice confi guraciones geométricas de dos o tres dimensiones, permite la identifi cación tanto por medio del tacto como visual. Este arreglo es especialmente útil en condiciones de baja intensidad luminosa o en situaciones donde se desea identifi cación redundante o de doble calidad, lo que ayuda a minimizar los errores. La codifi cación por forma permite el uso de un número relativamente grande de formas diferentes. En la fi gura 5.18 se muestra un conjunto especialmente útil de formas conocidas que casi nunca se confunden. Los botones de rotación múltiple se utilizan para los controles continuos en los que el rango de ajuste es mayor a una vuelta completa.
 | ||
| Figura 5.18 Ejemplos de diseños de perillas para tres clases de uso que prácticamente nunca se confunden | a través del tacto. |
sábado, 18 de abril de 2015
UBIQUE TODOS LOS DISPOSITIVOS DE CONTROL PARA OBTENER UN MEJOR ACCESO Y MAYOR FUERZA POR PARTE DEL OPERADOR
Un gran número de máquinas herramienta y otros dispositivos son perfectos desde el punto de vista mecánico, pero no se puede llevar a cabo con ellos una operación efi ciente debido a que el diseñador pasó por alto varios factores humanos. Botones, manivelas y palancas deben tener un tamaño y colocarse en posiciones tales que los operadores puedan manipularlas con la mayor facilidad y la mínima fatiga. Los controles que se utilizan con mucha frecuencia deben colocarse a una altura media entre el codo y el hombro; los operadores sentados pueden aplicar la máxima fuerza a las palancas que se encuentran a la altura del codo; los que están parados, a las palancas ubicadas a la altura de los hombros. Los diámetros de los manubrios volantes y manivelas dependen de la torsión al que se van a someter y de la posición de montado. Los diámetros máximos de las agarraderas manuales dependen de las fuerzas que se van a ejercer. Por ejemplo, para una fuerza de 10 a 15 libras (4.5 a 6 kg), el diámetro no debe ser menor a 0.25 pulgadas (0.6 cm), y preferentemente más grandes; para una fuerza de 15 a 25 libras (6.8 a 11.4 kg), debe utilizarse un mínimo de 0.5 pulgadas (1.3 cm); y para una fuerza de 25 libras o más (11.4 kg), un mínimo de 0.75 pulgadas (1.9 cm). Sin embargo, los diámetros no deben ser mayores a 1.5 pulgadas (3.8 cm) y la longitud de la agarradera debe ser de al menos 4 pulgadas (10 cm), para que el ancho de la mano pueda caber sin problemas.
Los lineamientos respecto a los radios de las manivelas y los manubrios volantes son las siguientes: para cargas ligeras, radios de 3 a 5 pulgadas (7.6 a 12.7 cm); para cargas medianas a pesadas, radios de 4 a 7 pulgadas (10.2 a 17.8 cm); para cargas muy pesadas, radio de más de 8 pulgadas (20 cm), pero no mayores a 20 pulgadas (51 cm). Los diámetros de la perilla de 0.5 a 2 pulgadas (1.3 a 5.1 cm) son generalmente satisfactorios. Los diámetros de las pareillas se deben incrementar a medida que sean necesarias torsiones mayores.

Los lineamientos respecto a los radios de las manivelas y los manubrios volantes son las siguientes: para cargas ligeras, radios de 3 a 5 pulgadas (7.6 a 12.7 cm); para cargas medianas a pesadas, radios de 4 a 7 pulgadas (10.2 a 17.8 cm); para cargas muy pesadas, radio de más de 8 pulgadas (20 cm), pero no mayores a 20 pulgadas (51 cm). Los diámetros de la perilla de 0.5 a 2 pulgadas (1.3 a 5.1 cm) son generalmente satisfactorios. Los diámetros de las pareillas se deben incrementar a medida que sean necesarias torsiones mayores.
viernes, 17 de abril de 2015
UTILICE UN SOPORTE EN LUGAR DE LA MANO COMO DISPOSITIVO DE SUJECIÓN
Si cualquiera de las manos se utiliza como dispositivo de sujeción durante el procesado de una pieza, dicha mano no lleva a cabo trabajo útil. Siempre se puede diseñar un soporte para sujetar el trabajo de manera satisfactoria, lo que permite que ambas manos realicen trabajo útil. Los accesorios no sólo ahorran tiempo en el procesado de las partes, sino que también permiten una mejor calidad debido a que el trabajo puede sujetarse de una manera más fi rme y precisa. Muchas veces, los mecanismos operados con los pies permiten que ambas manos lleven a cabo trabajo productivo.
Un ejemplo ayuda a aclarar el principio de uso de un soporte, en lugar de las manos, para sujetar un trabajo. Una compañía que producía ventanas especiales necesitaba quitar una banda de 0.75 pulgadas de ancho de papel protector de las cuatro orillas de ambos lados de paneles de Lexan. El operador levanta una sola hoja de Lexan y la lleva al área de trabajo. Después toma un lápiz y una escuadra y marca las cuatro esquinas del panel. El lápiz y la escuadra se dejan a un lado y se levanta una plantilla que se coloca en las marcas realizadas con el lápiz. Posteriormente, el operador quita el papel protector del contorno de los paneles. El tiempo estándar desarrollado por el MTM-1 fue de
1.063 minutos por pieza.
Un simple soporte de madera se desarrolló con el fi n de sostener tres paneles de Lexan a la vez que, a cada uno de ellos, se le quitaba el papel protector de 0.75 pulgadas de ancho de su periferia.
Con el nuevo método, el trabajador tomaba tres hojas de Lexan y las colocaba en el accesorio (vea la fi gura 5.17). El papel protector se removía, las hojas se hacían girar 180º y el papel protector se quitaba de los dos lados que quedaban. Este método mejorado dio como resultado un tiempo estándar de 0.46 minutos por panel o, los que es lo mismo, ahorros de 0.603 minutos de trabajo por panel.
jueves, 16 de abril de 2015

miércoles, 15 de abril de 2015
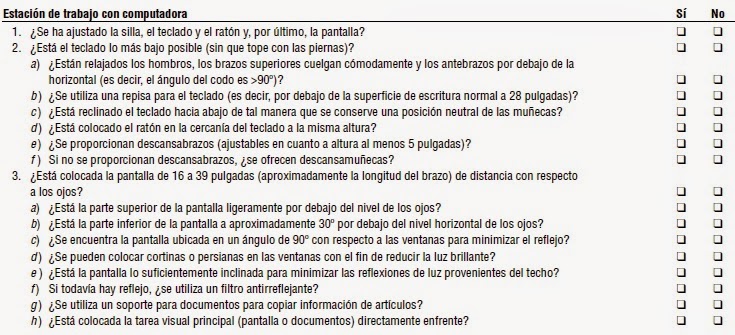
martes, 14 de abril de 2015

lunes, 13 de abril de 2015
PRINCIPIOS DEL DISEÑO DE TRABAJO: MÁQUINAS Y EQUIPO
REALICE MÚLTIPLES CORTES SIEMPRE QUE SEA POSIBLE COMBINANDO DOS O MÁS HERRAMIENTAS EN UNA O MEDIANTE LA REALIZACIÓN DE CORTES SIMULTÁNEOS DE AMBOS DISPOSITIVOS DE ALIMENTACIÓN
La planeación avanzada de la producción para lograr una manufactura más efi ciente incluye la realización de múltiples cortes mediante la combinación de herramientas y cortes simultáneos con herramientas diferentes. Desde luego, el tipo de trabajo que se va a procesar y el número de partes que se van a fabricar determinan la conveniencia de cortes combinados, tales como los cortes con la torreta cuadrada y la hexagonal.
domingo, 12 de abril de 2015
DISPONGA DE MANERA ÓPTIMA LAS HERRAMIENTAS, CONTROLES Y OTROS COMPONENTES PARA MINIMIZAR LOS MOVIMIENTOS
La disposición óptima depende de muchas características tanto humanas (fuerza, alcance, sensoriales) como de la tarea (cargas, repetición, orientación). Evidentemente, es imposible optimizar todos los factores. El diseñador debe establecer prioridades y hacer arreglos en cuanto a la disposición del lugar de trabajo. Sin embargo, deben seguirse ciertos principios básicos. Primero, es necesario que el diseñador considere la ubicación general de los componentes entre sí, utilizando los principios de importancia y frecuencia de uso. Los más importantes, como está determinado en las metas u objetivos generales o los que se utilizan con mayor frecuencia, deben colocarse en los lugares más convenientes. Por ejemplo, el botón de paro de emergencia de una actividad se debe colocar en una posición fácilmente visible, alcanzable y conveniente. De manera similar, un botón de activación que
se utilice de manera regular, o los sujetadores que se emplean con mayor frecuencia, deben ubicarse dentro del alcance del operador.
Una vez que se ha determinado la ubicación general de un grupo de componentes, esto es, las partes que se utilizan con mayor frecuencia durante el proceso de ensamble, se deben considerar los principios de funcionalidad y secuencia de uso. La funcionalidad se refi ere a la agrupación de componentes por función similar, por ejemplo, todos los sujetadores en un área, todas las juntas y componentes de hule en otra. Puesto que muchos productos son ensamblados en una estricta secuencia, un ciclo después de otro, es muy importante colocar los componentes o subensambles en el orden en el que serán ensamblados, ya que ello tendrá un efecto enorme en la reducción de movimientos inútiles.
El diseñador debe usar también el Planeador de confi guración sistemática de Muther (vea el capítulo 3) u otro tipo de técnicas de diagramación de confi guraciones adyacentes, con el fi n de desarrollar una comparación cuantitativa o relativa de varias disposiciones de componentes sobre una superfi cie de trabajo. Las relaciones entre los componentes pueden modifi carse a partir de información anterior respecto al fl ujo de un área a otra y debe incluir enlaces visuales (movimientos de los ojos), enlaces
audibles (comunicación de voz o señales) y movimientos táctiles y de control.
Estos principios de diseño de trabajo aplicables a las estaciones de trabajo se encuentran resumidos en la Lista de verifi cación para evaluación de las estaciones de trabajo (vea la fi gura 5.16). El analista puede encontrar que este tema es de gran utilidad cuando se evalúan las estaciones de trabajo existentes o se desea implantar nuevas estaciones.
lunes, 23 de febrero de 2015
UTILICE CONTENEDORES POR GRAVEDAD Y ENTREGA POR CAÍDA PARA REDUCIR LOS TIEMPOS DE ALCANZAR Y MOVER
El tiempo que se requiere para llevar a cabo las tareas de Alcanzar y Mover los therbligs de transporte
es directamente proporcional a la distancia a la que se deben mover las manos cuando realizan
estos therbligs. Mediante el uso de contenedores por gravedad, los componentes pueden acercarse
continuamente al área normal de trabajo para eliminar los largos alcances que implica tomar estos
materiales (vea la fi gura 5.15). De manera similar, las rampas por gravedad permiten colocar las partes
terminadas dentro del área normal de trabajo y eliminar la necesidad de movimientos largos para
hacerlo. A veces, los eyectores pueden quitar los productos terminados de manera automática. Las rampas de gravedad hacen posible mantener un área limpia, ya que el material terminado es transportado
fuera del área de trabajo, en lugar de mantenerlo apilado en ella. Un contenedor colocado
a una determinada altura con respecto a la superfi cie de trabajo (de tal manera que la mano pueda
desplazarse parcialmente por debajo) reduce el tiempo que se requiere para llevar a cabo esta tarea
de 10 a 15%, aproximadamente.

domingo, 22 de febrero de 2015
UBICACIÓN DE LAS HERRAMIENTAS Y MATERIALES PARA PERMITIR LA MEJOR SECUENCIA
Cuando manejan un automóvil, las personas se familiarizan con el reducido tiempo que se requiere
para aplicar el pedal del freno. La razón es obvia: puesto que dicho pedal está en una posición fi ja,
no se requiere de tiempo para decidir dónde se localiza el freno. El cuerpo responde de manera
instintiva y aplica presión al área donde el conductor sabe que se encuentra el pedal del freno. Si
se modifi ca la ubicación de éste, el conductor necesitará un tiempo signifi cativamente mayor para
frenar el automóvil. De manera similar, proporcionar una ubicación fi ja a todas las herramientas y
materiales en la estación de trabajo elimina, o al menos minimiza, las molestias que implica buscar
y seleccionar los objetos que se necesitan para realizar un trabajo. Éstos son los therbligs Buscar y
Seleccionar inefi cientes que se analizaron en el capítulo 4 (consulte la fi gura 5.14).


Suscribirse a:
Entradas (Atom)