Como puede observarse en la fi gura 4.6, cada grupo muscular tiene un rango de resistencia considerable
en la población adulta normal saludable, a la vez que la más resistente es de cinco a ocho
veces más fuerte que la más débil. La existencia de estos rangos tan amplios se debe a factores individuales
que afectan el desempeño de la resistencia: género, edad, si la persona es diestra o zurda
y el entrenamiento/estado físico. El género constituye la variación más notable en cuanto a fuerza
muscular, dado que una mujer promedio tiene de 35 a 85% de la fuerza del hombre promedio, con
un efecto promedio de 66% (vea la fi gura 4.10). La diferencia es mayor en el caso de la fuerza en las
extremidades superiores y es menor en el de las extremidades inferiores. Sin embargo, este efecto se
debe principalmente al tamaño corporal promedio (es decir, a la masa muscular total) y no de manera
estricta al género; la mujer promedio es considerablemente más pequeña y ligera que el hombre promedio.
Además, debido a la amplia distribución de una fuerza muscular dada, hay muchas mujeres
que son más fuertes que muchos hombres.
En términos de edad, la fuerza muscular parece tener un pico a la edad de los veinte años y,
después, disminuye linealmente de 20 a 25% a la edad de los sesenta (vea la fi gura 4.10). Esta disminución
de la fuerza se debe a la reducción de la masa muscular y a la pérdida de fi bras musculares. Sin embargo, todavía no se sabe con certeza si esta pérdida se deba a cambios fi siológicos propios
de la edad o sólo a una reducción gradual de los niveles de actividad. Se ha demostrado de manera
contundente que siguiendo un programa de entrenamiento para aumentar la fuerza muscular, una
persona puede aumentar su fortaleza 30% en las primeras semanas, y llegar a un incremento máximo
de hasta 100% (Åstrand y Rodahl, 1986). En términos del uso de la mano derecha o izquierda,
la mano no dominante típicamente produce alrededor de 90% de la fuerza de sujeción o agarre de la
mano dominante, efecto menos pronunciado en los zurdos, probablemente debido a que han sido de
alguna manera forzados a adaptarse a un mundo de diestros (Miller y Freivalds, 1987). De cualquier
forma, es mejor diseñar herramientas y máquinas de tal forma que puedan ser utilizadas tanto por
los diestros como por los zurdos con el fi n de evitar una situación en la que algún individuo se encuentre
en desventaja.
domingo, 30 de noviembre de 2014
sábado, 29 de noviembre de 2014
UTILICE CICLOS DE TRABAJO/DESCANSO BREVES, FRECUENTES E INTERMITENTES
Ya sea que se lleven a cabo contracciones estáticas repetidas (como, por ejemplo, sostener una carga
con el codo fl exionado) o una serie de elementos de trabajo dinámicos (como por ejemplo, girar manivelas
con los brazos y las piernas), el trabajo y la recuperación deben distribuirse en ciclos frecuentes
y cortos. Esto se debe principalmente a un rápido periodo inicial de recuperación, el cual tiende a
estabilizarse al aumentar el tiempo. Por lo tanto, la mayor parte del benefi cio se gana en un periodo
relativamente corto. Se puede mantener un porcentaje mucho más elevado de máxima fortaleza si se
ejerce la fuerza como una serie de contracciones repetitivas en lugar de una sola contracción estática
sostenida (vea la fi gura 4.9). Sin embargo, si la persona es llevada hacia una fatiga muscular completa
(de todo el cuerpo), la recuperación total tomará una gran cantidad de tiempo, quizá varias horas.
viernes, 28 de noviembre de 2014

jueves, 27 de noviembre de 2014
Torsión de la fl exión del codo - I
Considere el diagrama de cuerpo libre de la extremidad superior con el codo a 90° de la fi gura 4.7.
Hay tres músculos involucrados en la fl exión del codo: braquio-bíceps, braquio-radial y braquial (vea
la fi gura 4.1). Sin embargo, el bíceps es el fl exor principal y para los propósitos de este ejemplo, es el
único músculo que se muestra, y también puede considerarse como un músculo equivalente que combina
las características de los tres músculos. (Observe que una solución de los tres músculos en forma
independientes no es factible debido a una condición llamada indeterminancia estática.) El músculo
equivalente se inserta aproximadamente a 2 pulgadas adelante del punto de rotación del codo. El
antebrazo pesa aproximadamente 3 libras en un hombre promedio y el peso puede considerarse que
actúa en el centro de gravedad del antebrazo, aproximadamente 4 pulgadas (0.33 pies) adelante del
codo. La mano sostiene una carga desconocida L a una distancia de 11 pulgadas (0.92 pies) respecto
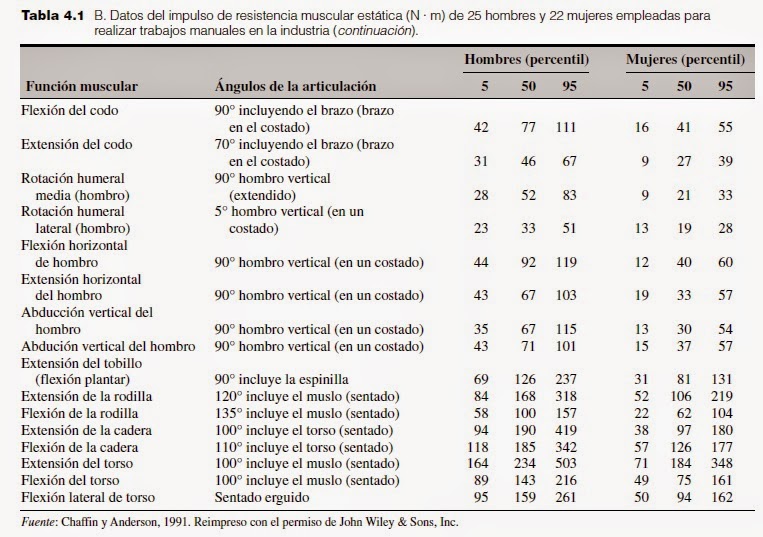
al codo. La máxima carga que puede sostenerse está determinada por la torsión máxima de fl exión
voluntaria del codo, la cual para el 50avo percentil en el hombre es de 57 pies-libra (vea la tabla 4.1).
En la posición de equilibrio estático que se muestra en la fi gura 4.7, la torsión en sentido contrario al
de las manecillas del reloj de 57 pies-libra está balanceada por otras dos torsiones en el sentido de las
manecillas del reloj, una para el peso de la extremidad inferior y otra para la carga:

Resolviendo la ecuación obtenemos L = 60.9 libras. Por lo tanto, la máxima carga que un hombre
promedio puede levantar mediante la fl exión del codo es aproximadamente de 61 libras.
Sería interesante calcular cuánta fuerza debe ejercer un músculo equivalente para levantar esta
carga. La torsión máxima voluntaria es producida por una fuerza muscular conocida Fbíceps que actúa
a través de un brazo con un impulso de 2 pulgadas (0.167 pies).

miércoles, 26 de noviembre de 2014


martes, 25 de noviembre de 2014
PERMANEZCA POR DEBAJO DEL 15% DE LA MÁXIMA FUERZA VOLUNTARIA - I
La fatiga muscular es un criterio muy importante, pero poco utilizado para diseñar tareas adecuadas
para el operario humano. El cuerpo humano y el tejido muscular dependen principalmente de
dos tipos de fuentes de energía, la aeróbica y la anaeróbica (consulte la siguiente sección que trata
acerca del Trabajo Manual).
el metabolismo anaeróbico puede suministrar energía sólo por un
periodo muy pequeño, el oxígeno suministrado a las fi bras musculares a través del fl ujo sanguíneo
periférico se convierte en un aspecto crítico para determinar cuánto tiempo durarán las contracciones musculares. Desafortunadamente, a medida que las fi bras musculares se contraen de una manera más
fuerte, se comprimen más las arteriolas y capilaridades entrelazadas (vea la fi gura 4.2), y a medida
que se restringen más los suministros de fl ujo sanguíneo y oxígeno, las fatigas musculares serán más
rápidas.
El resultado es la curva de resistencia que se muestra en la fi gura 4.8. La relación es marcadamente
no lineal y varía desde un tiempo de resistencia muy corto de alrededor de 6 segundos a una
máxima contracción, en cuyo punto la fuerza muscular disminuye drásticamente hasta un tiempo de
resistencia muy indefi nido de alrededor de 15% de una contracción máxima.
lunes, 24 de noviembre de 2014
UTILIZACIÓN DE LOS MÚSCULOS GRANDES PARA LAS TAREAS QUE REQUIEREN FUERZA
La fuerza muscular es directamente proporcional al tamaño del músculo, como lo defi ne el área de la
sección transversal [específi camente, 87 psias (60 N/cm2) tanto en el caso de hombres como de mujeres]
(Ikai y Fukunaga, 1968). Por ejemplo, los músculos de las piernas y del tronco deben utilizarse
para levantar cargas muy pesadas, en lugar de usar los músculos más débiles de los brazos. El factor
postural, aunque de alguna manera determinado por los cambios geométricos del impulso muscular
o brazo de palanca, está relacionado con la longitud en reposo de las fi bras musculares que están en
el rango medio del movimiento en la mayoría de las articulaciones, como quedó establecido en el
primer principio de la economía de movimientos.
domingo, 23 de noviembre de 2014
DISEÑO DE TAREAS PARA OPTIMIZAR LA CAPACIDAD DE ESFUERZO HUMANA - II
Figura 4.6 Posiciones de
resistencia estática y resultados
de 443 hombres, 108
mujeres. (Chaffi n et al., 1977.)




sábado, 22 de noviembre de 2014
DISEÑO DE TAREAS PARA OPTIMIZAR LA CAPACIDAD DE ESFUERZO HUMANA - I
La capacidad de esfuerzo humana depende de tres factores principales de la tarea: 1) el tipo de esfuerzo,
2) el movimiento del músculo o articulación que se esté utilizando, y 3) la postura. Existen tres
tipos de esfuerzos musculares, que se defi nen principalmente por la forma en que se mide la resistencia
del esfuerzo.
Los esfuerzos musculares que resultan en movimientos corporales son consecuencia
del esfuerzo dinámico. Con frecuencia, dichos esfuerzos se llaman contracciones isotónicas, debido
a que los segmentos de carga y de cuerpo levantados nominalmente conservan una fuerza externa
constante en el músculo. (Sin embargo, la fuerza interna producida por el músculo varía debido a
la geometría del impulso efectivo de los brazos.)
Debido a las diferentes variables involucradas en
dichas contracciones, algunas de ellas necesitan obligadamente ser restringidas con el fi n de obtener
un esfuerzo medible. Por lo tanto, las mediciones del esfuerzo dinámico se han realizado típicamente
mediante el empleo de dinamómetros de velocidad constante (isocinéticos) como, por ejemplo, el
Cybex o el Mini-Gym (Freivalds y Fotouhi, 1987).
En el caso donde el movimiento del cuerpo es
restringido, se obtiene un esfuerzo isométrico o estático. Como se puede observar en la fi gura 4.5, el esfuerzo isométrico es necesariamente mayor que el esfuerzo dinámico debido a la conexión más
efi ciente de los fi lamentos musculares de desplazamiento más bajos.
En la tabla 4.1 se muestran algunos esfuerzos musculares isométricos representativos de varias posturas mientras que en la fi gura 4.6 se muestran esfuerzos de levantamiento representativos de 551 trabajadores de la industria en diferentes posturas.
En la tabla 4.1 se muestran algunos esfuerzos musculares isométricos representativos de varias posturas mientras que en la fi gura 4.6 se muestran esfuerzos de levantamiento representativos de 551 trabajadores de la industria en diferentes posturas.
Por lo general, la mayoría de las tareas industriales involucra algún movimiento; por lo tanto, las
contracciones totalmente isométricas son raras. Por lo normal, la gama de movimientos es limitada
de alguna manera, y la contracción dinámica no es en realidad una contracción isocinética, sino que
es un conjunto de contracciones cuasicinéticas.
Por lo tanto, los esfuerzos dinámicos son en gran
medida dependientes de la tarea y de la condición y se ha publicado muy poco respecto a los datos
del esfuerzo dinámico.
Por último, un tercer tipo de capacidad de esfuerzo muscular, el esfuerzo psicofísico, se defi ne
para aquellas situaciones en las que se requieren demandas de esfuerzo durante un tiempo prolongado.
Una capacidad estática de esfuerzo no es representativa por necesidad de lo que sería repetitivamente
posible en un turno de 8 horas.
Por lo general, la carga máxima aceptable (determinada mediante
el ajuste de la carga levantada o fuerza ejercida hasta que el sujeto sienta que la carga o fuerza
sería aceptable con base en repeticiones por un periodo determinado) es entre 40 y 50% menor que el esfuerzo estático una sola vez. Se han elaborado tablas extensivas de los esfuerzos psicofísicos con
varias frecuencias y posturas (Snook y Ciriello, 1991). Un resumen de estos valores se proporciona
en las tablas 4.2, 4.3 y 4.4.
viernes, 21 de noviembre de 2014
UTILICE EL IMPULSO PARA AYUDAR A LOS EMPLEADOS SIEMPRE QUE SEA POSIBLE; MINIMÍCELO SI ES CONTRARRESTADO POR ESFUERZO MUSCULAR
Existe una concesión entre los principios segundo y tercero. Los movimientos más rápidos generan
un mayor impulso y mayores fuerzas de impacto en el caso de los codos. Los movimientos hacia abajo
son más efi caces que los movimientos hacia arriba, debido a la ayuda que proporciona la fuerza de
gravedad. Para hacer un uso total del impulso que se forma, las estaciones de trabajo deben permitir
que los operarios liberen una parte terminada en un área de entrega mientras sus manos estén en el
proceso de tomar las partes o las herramientas para comenzar el ciclo de trabajo siguiente.
jueves, 20 de noviembre de 2014
ALCANCE LA MÁXIMA RESISTENCIA MUSCULAR CON MOVIMIENTOS LENTOS
El segundo principio de la capacidad humana se basa en otra propiedad de la teoría de los fi lamentos
deslizantes y la contracción muscular. A medida que las uniones moleculares se forman, rompen y reforman, la unión es menos efi ciente y se produce la menor fuerza muscular. Éste es un efecto no lineal
pronunciado (vea la fi gura 4.5) donde la fuerza muscular máxima se produce sin un acortamiento
medible externamente (es decir, a velocidad cero o contracción estática), y a una mínima fuerza
muscular que está siendo producida a la velocidad máxima de la contracción del músculo. La fuerza
es sufi ciente para desplazar la masa de ese segmento del cuerpo. Esta propiedad muscular, que se conoce
como relación fuerza-velocidad, es particularmente importante para el trabajo manual pesado.

miércoles, 19 de noviembre de 2014
PRINCIPIOS DE DISEÑO DEL TRABAJO: CAPACIDADES HUMANAS Y ECONOMÍA DE LOS MOVIMIENTOS
LOGRE LA MÁXIMA FORTALEZA MUSCULAR
A LA MITAD DEL RANGO DE MOVIMIENTO
El primer principio de la capacidad humana se deriva de la propiedad de U-invertida de la contracción
muscular que se muestra en la fi gura 4.3. A la longitud de reposo, se presenta la conexión óptima
entre los fi lamentos grueso y delgado, lo cual da como resultado una fuerza muscular considerablemente
disminuida (casi cero).
De manera similar, en estado totalmente contraído, se presenta
interferencia entre los fi lamentos delgados opuestos, lo que otra vez evita una conexión óptima y una
disminución de la fuerza muscular. Esta propiedad muscular se llama típicamente relación fuerzalongitud.
Por lo tanto, una tarea que requiera una fuerza muscular considerable debe realizarse en
la posición óptima.
Por ejemplo, la posición neutral o recta proporciona la fuerza de sujeción más
grande a los movimientos de muñecas. Para la fl exión del codo, la posición más fi rme sería con el
codo doblado en una posición mayor a 90°. Para una fl exión de las plantas (es decir, para liberar un
pedal), de nuevo la posición óptima es ligeramente mayor a 90°.
Una regla práctica para encontrar el
rango medio del movimiento es considerar la postura que toma un astronauta en condiciones de peso
nulo cuando tanto los músculos agonistas como los antagonistas alrededor de la articulación están
muy relajados y la extremidad alcanza una posición neutral (vea la fi gura 4.4).
martes, 18 de noviembre de 2014
SISTEMA MÚSCULO-ESQUELÉTICO - figuras

Figura 4.2 Estructura del
músculo.
(De: Anatomía de Gray, 1973, con
el permiso de W. B. Saunders Co.,
Londres)

sábado, 15 de noviembre de 2014
SISTEMA MÚSCULO-ESQUELÉTICO
El cuerpo humano puede generar movimientos debido a un complejo sistema de músculos y huesos
que, en conjunto, se llama sistema músculo-esquelético. Los músculos están conectados a los huesos
junto a toda articulación (vea la fi gura 4.1), de tal manera que uno o varios de ellos,
llamados agonistas, actúan como los principales activadores del movimiento. Otros
músculos, llamados antagonistas, contrarrestan a los agonistas y se oponen al movimiento.
Para fl exionar el codo, lo cual representa una disminución del ángulo interno
de la articulación, los músculos bíceps, braquiorradial y el braquial forman al agonista,
mientras que el tríceps forma al antagonista. Sin embargo, para extenderlo, lo cual representa
un aumento del ángulo de la articulación, el tríceps se convierte en el agonista
mientras que los otros tres músculos conforman el antagonista.
En el cuerpo humano existen tres tipos de músculos: músculos esqueléticos o estriados,
los cuales están conectados a los huesos; músculo cardiaco, que está en el
corazón; y músculo plano, que se encuentra en los órganos internos y en las paredes
de los vasos sanguíneos. En este texto sólo se estudiarán los músculos esqueléticos (de
los cuales existen alrededor de 500 en el cuerpo humano), debido a su relevancia para
el movimiento.
Cada músculo está formado por un gran número de fi bras musculares, de alrededor
de 0.004 pulgadas (0.1 mm) de diámetro y cuya longitud varía entre 0.2 y 5.5 pulgadas
(5 a 140 mm), dependiendo del tamaño del músculo.
Por lo general, dichas fi bras están
conectadas entre sí en paquetes a través de tejido conectivo, el cual se extiende hasta
los extremos de los músculos y ayuda para conectar fi rmemente el músculo y sus fi bras
al hueso (vea la fi gura 4.2). Estos paquetes son penetrados por pequeños vasos sanguíneos
que transportan oxígeno y nutrientes a las fi bras musculares, así como también
por pequeñas terminaciones nerviosas que transportan impulsos eléctricos del cordón
espinal y del cerebro.
Cada fi bra muscular se subdivide en miofi brillas más pequeñas y fi nalmente en
fi lamentos proteicos que proporcionan el mecanismo de contracción. Existen dos tipos
de fi lamentos: fi lamentos gruesos, compuestos por grandes proteínas con cabezas
moleculares, llamadas miosina; y fi lamentos delgados, compuestos por proteínas globulares,
llamados actina.
El entrelazamiento de los dos tipos de fi lamentos les otorga la
apariencia estriada y da origen a su nombre alterno, como se muestra en la fi gura 4.3.
Esto permite que el músculo se contraiga a medida que los fi lamentos de deslizan unos
sobre otros, lo cual se presenta a medida que se forman puentes moleculares o uniones,
se rompen y se reforman entre las cabezas de miosina y los glóbulos de actina. Esta teoría
del fi lamento deslizante explica por qué la longitud del músculo puede variar hasta
aproximadamente el 50% de su longitud en reposo (la longitud no contráctil neutral en aproximadamente el punto medio del rango normal del movimiento) totalmente contraído, hasta
180% de su longitud en reposo cuando se encuentra totalmente extendido (vea la fi gura 4.3).
viernes, 14 de noviembre de 2014
Diseño del trabajo manual
El diseño del trabajo manual fue introducido por los Gilbreth a través del estudio de movimientos
y los principios de la economía de movimientos y, después, de manera científi ca, por
especialistas en factores humanos en aplicaciones militares. Tradicionalmente, los principios
se han dividido en tres subdivisiones básicas: 1) el uso del cuerpo humano, 2) el arreglo y las condiciones
del lugar de trabajo, y 3) el diseño de herramientas y equipo. Algo más importante, aunque
desarrollado de manera empírica, es que los principios están basados en principios anatómicos, biomecánicos
y psicológicos conocidos del cuerpo humano. Dichos principios forman la base científi ca
de la ergonomía y el diseño del trabajo.
De acuerdo con lo anterior, se presentarán algunos antecedentes
teóricos de tal manera que los principios de la economía de movimiento pueden comprenderse
mejor, en lugar de aceptarse como reglas que se deban memorizar. Además, los principios convencionales
de la economía de movimientos se han diseminado de forma considerable y, en la actualidad,
se llaman principios y lineamientos para el diseño del trabajo. Este capítulo presenta los principios
relacionados con el cuerpo humano y los lineamientos para diseñar el trabajo en relación con la actividad
física. El capítulo 5 abarca los principios relacionados con el diseño de estaciones de trabajo,
herramientas y equipo.
El capítulo 6 presenta los lineamientos para diseñar el ambiente de trabajo. El
capítulo 7 presenta el diseño del trabajo cognitivo, tema que, aunque no ha sido convencionalmente incluido como parte de la ingeniería de métodos, se ha convertido en un aspecto de gran importancia
del diseño del trabajo. El capítulo 8 estudia el lugar de trabajo y la seguridad de los sistemas.

martes, 11 de noviembre de 2014
REFERENCIAS - Análisis de operaciones
Drury, Colin G., “Inspection Performance”, en Handbook of Industrial Engineering, 2a. ed., Ed. Gavriel
Salvendy, Nueva York: John Wiley & Sons, 1992.
Francis, Richard L. y John A. White, Facility Layout and Location: An Analytical Approach, Englewood
Cliffs, NJ: Prentice-Hall, 1974.
Goetschalckx, M., “An Interactive Layout Heuristic Based on Hexagonal Adjacency Graphs”, en European
Journal of Operations Research, 63, núm. 2 (diciembre de 1992), pp. 304-321.
Konz, Stephan, Facility Design, Nueva York: John Wiley & Sons, 1985.
Material Handling Institute, The Ten Principles of Material Handling. Charlotte, NC,1998.
Muther, R., Systematic Layout Planning, 2a. ed., Nueva York: Van Nostrand Reinhold, 1973.
Niebel, Benjamin W. y C. Richard Liu, “Designing for Manufacturing”, en Handbook of Industrial Engineering,
2a. ed., Ed. Gavriel Salvendy, Nueva York: John Wiley & Sons, 1992.
Nof, Shimon Y., “Industrial Robotics”, en Handbook of Industrial Engineering, 2a. ed., Ed. Gavriel Salvendy,
Nueva York: John Wiley & Sons, 1992.
Shingo, S., Study of Toyota Production System, Tokyo, Japón: Japan Management Assoc. (1981), pp. 167- 182.
Sims, Ralph E., “Material Handling Systems”, en Handbook of Industrial Engineering, 2a. ed., Ed.
Gavriel Salvendy, Nueva York: John Wiley & Sons, 1992.
Spur, Gunter, “Numerical Control Machines”, en Handbook of Industrial Engineering, 2a. ed., Ed.
Gavriel Salvendy. Nueva York: John Wiley & Sons, 1992.
Taguchi, Genichi, Introduction to Quality Engineering, Tokyo, Japón: Asian Productivity Organization,
1986.
Wemmerlov, Urban y Nancy Lea Hyer, “Group Technology”, en Handbook of Industrial Engineering,
2a. ed., Ed. Gavriel Salvendy, Nueva York: John Wiley & Sons, 1992.
Wick, Charles y Raymond F. Veilleux, Quality Control and Assembly, 4, Detroit, MI: Society of Manufacturing Engineers, 1987.
Salvendy, Nueva York: John Wiley & Sons, 1992.
Francis, Richard L. y John A. White, Facility Layout and Location: An Analytical Approach, Englewood
Cliffs, NJ: Prentice-Hall, 1974.
Goetschalckx, M., “An Interactive Layout Heuristic Based on Hexagonal Adjacency Graphs”, en European
Journal of Operations Research, 63, núm. 2 (diciembre de 1992), pp. 304-321.
Konz, Stephan, Facility Design, Nueva York: John Wiley & Sons, 1985.
Material Handling Institute, The Ten Principles of Material Handling. Charlotte, NC,1998.
Muther, R., Systematic Layout Planning, 2a. ed., Nueva York: Van Nostrand Reinhold, 1973.
Niebel, Benjamin W. y C. Richard Liu, “Designing for Manufacturing”, en Handbook of Industrial Engineering,
2a. ed., Ed. Gavriel Salvendy, Nueva York: John Wiley & Sons, 1992.
Nof, Shimon Y., “Industrial Robotics”, en Handbook of Industrial Engineering, 2a. ed., Ed. Gavriel Salvendy,
Nueva York: John Wiley & Sons, 1992.
Shingo, S., Study of Toyota Production System, Tokyo, Japón: Japan Management Assoc. (1981), pp. 167- 182.
Sims, Ralph E., “Material Handling Systems”, en Handbook of Industrial Engineering, 2a. ed., Ed.
Gavriel Salvendy, Nueva York: John Wiley & Sons, 1992.
Spur, Gunter, “Numerical Control Machines”, en Handbook of Industrial Engineering, 2a. ed., Ed.
Gavriel Salvendy. Nueva York: John Wiley & Sons, 1992.
Taguchi, Genichi, Introduction to Quality Engineering, Tokyo, Japón: Asian Productivity Organization,
1986.
Wemmerlov, Urban y Nancy Lea Hyer, “Group Technology”, en Handbook of Industrial Engineering,
2a. ed., Ed. Gavriel Salvendy, Nueva York: John Wiley & Sons, 1992.
Wick, Charles y Raymond F. Veilleux, Quality Control and Assembly, 4, Detroit, MI: Society of Manufacturing Engineers, 1987.
lunes, 10 de noviembre de 2014
PROBLEMAS - Análisis de operaciones
1. La tolerancia del acabado del eje de la fi gura 3.4 se modifi có de 0.004 pulgadas a 0.008 pulgadas.
¿Qué cantidad de mejora de costo dio como resultado este cambio?
2. La compañía Dorben está diseñando una parte de hierro fundido cuya resistencia T es una función
conocida del contenido de carbón C, donde T = 2C2 + 3/4C – C3 + k. Para maximizar la resistencia,
¿qué contenido de carbón debe especifi carse?
3. Para hacer que una determinada parte sea intercambiable, fue necesario reducir la tolerancia del diámetro
externo de ±0.010 a ±0.005, lo que generó un aumento del costo de 50% de la operación de
torneado. La operación de torneado representa 20% del costo total. Hacer la parte intercambiable signifi
có que el volumen de esta parte pudiera incrementarse 30%. El aumento de volumen hará posible
la producción a 90% del costo anterior. ¿Deberá el ingeniero de métodos proceder con este cambio
de tolerancias? Explique su respuesta.
4. El complejo del Grupo Dorben consta de cinco ofi cinas, con áreas y relaciones como se muestra en
la fi gura 3.27. Obtenga una distribución óptima, utilizando el SLP de Muther y SPIRAL. Compare y
contraste las distribuciones resultantes.
5. Utilizando el diagrama desde-hacia (presentado en esta página) que muestra el número de unidades
manejadas de un área a otra por hora y el tamaño deseado de cada área (en pies cuadrados), desarrolle
una confi guración óptima mediante el uso del SLP de Muther y SPIRAL. Observe que será necesario
que usted observe el esquema de relaciones de los fl ujos dados. Asimismo, * signifi ca relación
indeseable.

domingo, 9 de noviembre de 2014
PREGUNTAS - Análisis de operaciones - Part 3


24. ¿Cómo pueden manejarse de mejor manera los materiales?
25. ¿Cómo se relaciona el diagrama de recorridos con el SLP de Muther?
26. ¿Por qué el diagrama de recorrido tiene una mayor aplicación en la distribución por procesos que en la distribución por productos?
27. Explique el propósito fundamental de la tecnología de grupos.
28. Explique cómo la conservación de varilla para soldar puede dar como resultado un ahorro de 20% en materiales.
29. Identifi que algunos componentes de automóvil que antes eran construidos de metal y ahora lo son de plástico.
30. ¿Dónde encontraría usted una aplicación de la mesa hidráulica elevadora?
31. ¿Cuál es la diferencia entre una plataforma y una tarima?
sábado, 8 de noviembre de 2014
PREGUNTAS - Análisis de operaciones - Part 2

Figura 3.26 Lista
de verifi cación del
análisis de operaciones
para la fabricación
para la cobija
eléctrica controlada
por botón.
16. Señale algunas aplicaciones del código de barras para mejorar la productividad.
17. ¿Cuáles son los dos tipos generales de distribuciones de plantas? Explique cada uno de ellos a detalle.
18. ¿Cuál es la mejor forma de probar una distribución propuesta?
19. ¿Qué preguntas debe realizar el analista cuando estudia el trabajo que se realiza en una estación de
trabajo específi ca?
20. Explique las ventajas del uso de una lista de verifi cación.
21. En relación con los vehículos guiados automáticos, ¿por qué los costos varían muy poco en función
de la distancia?
22. ¿De qué depende el alcance del herramental?
23. ¿De qué forma el control de la planeación y de la producción afecta el tiempo de la confi guración
(setup)?
viernes, 7 de noviembre de 2014
PREGUNTAS - Análisis de operaciones - Part 1
1. Explique cómo se puede aplicar la simplifi cación del diseño en el proceso de manufactura.

2. ¿Cómo se relaciona el análisis de operaciones con la ingeniería de métodos?
3. ¿Por qué se desarrollan las operaciones innecesarias en una industria?
4. Compare y contraste el análisis de operaciones con el método de la manufactura esbelta.
5. ¿Cuáles son los siete desperdicios (mudas)?
6. ¿Qué son los pilares 5S?
7. ¿Qué se entiende por tolerancias “estrictas”?
8. Explique por qué es deseable “hacer muy estrictas” las tolerancias y especifi caciones.
9. ¿Qué quiere decir inspección lote por lote?
10. ¿Cuándo no es justifi cable un procedimiento elaborado para controlar la calidad?
11. ¿Cuáles son los seis puntos que deben considerarse cuando la misión consiste en reducir los costos de materiales?
12. ¿De qué forma una situación de trabajo y equipo cambiantes afecta el costo de los componentes comprados?
13. Explique de qué forma la reconfi guración de operaciones puede generar ahorros.
14. Por lo general, ¿qué proceso se considera el más rápido para defi nir y dimensionar operaciones?
15. ¿Cómo debe el analista investigar la confi guración y herramientas con el fi n de desarrollar mejores métodos?

jueves, 6 de noviembre de 2014
RESUMEN - Análisis de operaciones
Los nueve principales análisis de operaciones representan un método sistemático para analizar los hechos
que se incluyen en los diagramas de operaciones y de fl ujo de procesos. Dichos principios se aplican de
la misma forma en la planeación de nuevo trabajo como en la mejora de trabajo que ya está realizándose.
Mientras que una reducción en desperdicios, un incremento en producción y una calidad mejorada consistente
con los principios de la manufactura esbelta representan los resultados principales del análisis de
operaciones, también proporcionan beneficios a todos los trabajadores mediante la implantación de mejores
métodos y condiciones de trabajo.
Un método sistemático para recordar y aplicar los nueve análisis de operaciones se presenta por medio
de una lista de verifi cación de las preguntas pertinentes, como se muestra en la fi gura 3.26. En la fi gura,
la lista de verifi cación demuestra cómo su uso dio como resultado una reducción de costos en una manta
eléctrica con un eje en el control de botón. El rediseño del eje de tal manera que pueda ser económicamente
producido mediante fundición en lugar de una parte de una máquina con tornillo, redujo el costo de fábrica
de $68.75 por 1 000 piezas a $17.19 por la misma cantidad de piezas. Esta hoja de verifi cación es también
útil como una guía para ofrecer los métodos para entrenar a los capataces y superintendentes de las fábricas.
Las preguntas que invitan al análisis minucioso, cuando se utilizan con inteligencia, ayudan a los supervisores
de las fábricas a desarrollar ideas constructivas y a ayudar en el análisis de operaciones.
miércoles, 5 de noviembre de 2014
DISEÑO DEL TRABAJO
Debido a problemas recientes de tipo regulatorio (es decir, la OSHA) y de salud (por ejemplo, los
crecientes costos de compensaciones médicas y para los trabajadores), las técnicas de diseño del
trabajo se estudiarán con detalle en capítulos independientes. El capítulo 4 aborda el tema del trabajo
manual y los principios de la economía del movimiento; el capítulo 5 trata acerca de los principios
ergonómicos del lugar de trabajo y del diseño de herramientas; el capítulo 6 aborda el tema de las
condiciones de trabajo y ambientales; el capítulo 7 presenta el trabajo congnitivo con respecto a la entrada
informacional desde pantallas, procesamiento de información e interacción con computadoras;
por su parte, el capítulo 8 trata de la seguridad en el lugar de trabajo y en los sistemas.
domingo, 2 de noviembre de 2014
CONFIGURACIÓN ASISTIDA POR COMPUTADORA - II
Todos estos programas para elaborar la distribución de plantas se desarrollaron originalmente
para ser usados en grandes computadoras. Con la llegada de las computadoras personales, los algoritmos
han sido incorporados a los programas de PC, así como a otros algoritmos.
Uno de ellos, el
SPIRAL, fue diseñado para optimizar la relación adyacente mediante la suma de las relaciones positivas
y la resta de las negativas en áreas adyacentes. Esencialmente, éste es un método cuantifi cado
de Muther y se describe con más detalle en Goestschalckx (1992). Por ejemplo, si se ingresan los datos del ejemplo de Dorben Consulting obtenemos una distribución ligeramente diferente, como se
muestra en la fi gura 3.25.
Observe que existe una tendencia a generar ofi cinas largas y angostas con el fi n de minimizar la
distancia entre los centros. Esto representa un gran problema en los programas CRAFT, ALDEP, etc.
Por suparte, SPIRAL al menos intenta modifi car esta tendencia agregando una penalización por la
forma. También, en muchos de estos programas existe la tendencia (es decir, aquellos que son programas
de mejora, como el CRAFT, que se construyen sobre una distribución inicial) a alcanzar una
distribución mínima local y no la distribución óptima. Este problema puede solucionarse comenzando con distribuciones alternas.
Esto no representa mayor problema con programas de construcción,
tales como SPIRAL, el cual genera una solución desde el comienzo. Un conjunto de programas más
poderoso y quizá más útil son FactoryPLAN, FactoryFLOW y FactoryCAD, que ingresan archivos
AutoCAD existentes de distribuciones de pisos y crean distribuciones muy detalladas apropiadas a
la planeación arquitectónica.-

sábado, 1 de noviembre de 2014
CONFIGURACIÓN ASISTIDA POR COMPUTADORA - I
Cierto software disponible en el mercado puede ayudar a los analistas a desarrollar distribuciones
realistas de una manera rápida y a bajo precio. El programa de Ubicación de Instalaciones Relativamente
Computarizadas (CRAFT) es un programa que se utiliza de manera muy amplia. El centro
de actividades podría ser un departamento o centro de trabajo dentro de un departamento. Cualquier
centro de actividades puede identifi carse como fi jo, lo que lo libera y permite libertad de movimiento
de aquellos que pueden moverse fácilmente.
Por ejemplo, a menudo se quiere congelar centros de
actividad tales como elevadores, salas de descanso y escaleras. Los datos de entrada incluyen los números
y ubicaciones de los centros fi jos de trabajo, costos del manejo de materiales, fl ujo interactivo
en el centro y una representación de la distribución mediante bloques.
El algoritmo heurístico que
gobierna pregunta: ¿Qué cambios sufrirán los costos del manejo de material si los centros de trabajo
fueran intercambiados? Una vez que se ha almacenado la respuesta, la computadora procede de una
manera iterativa hasta que llega a una buena solución. CRAFT calcula la matriz de distancia como
las distancias rectangulares desde los centroides de los departamentos.
Otro programa para realizar distribuciones se llama CORELAP. Los insumos de entrada del
CORELAP son el número de departamentos, las áreas departamentales, las relaciones departamentales
y los pesos de dichas relaciones.
Luego, el programa elabora distribuciones y ubica los departamentos
mediante el empleo de áreas rectangulares. El objetivo es proporcionar una distribución
donde se encuentren juntos los departamentos de “alto rango”.

ALDEP es otro programa para realizar distribuciones que distribuye las plantas con base en la
selección aleatoria de un departamento al que ubica en un determinado arreglo. El diagrama de relaciones
es posteriormente escaneado y los departamentos que tengan un alto valor de cercanía se introducen
en la distribución. Este proceso continúa hasta que el programa coloca todos los departamentos.
Después, el programa ALDEP calcula una puntuación de la distribución y repite el proceso un número
específi co de veces. El programa también puede proporcionar distribuciones en múltiples pisos.
Suscribirse a:
Entradas (Atom)