
sábado, 30 de junio de 2012
viernes, 29 de junio de 2012
Diagrama de actividades múltiples
El diagrama de actividades múltiples es un diagrama en que se
registran las respectivas actividades de varios objetos de estudio
(operario, máquina o equipo) según una escala de tiempos común
para mostrar la correlación entre ellas.
Al representar en distintas columnas verticales, según una escala de tiempos
común, las actividades de diversos obreros o máquinas, se ve de una ojeada en
qué momentos del proceso está inactivo cualquiera de dichos elementos.
Estudiando más atentamente el gráfico, a menudo se logra combinar en otra forma
las actividades para suprimir esos tiempos improductivos.
El diagrama de actividades múltiples es sumamente útil para organizar
equipos de trabajadores cuando la producción es en serie, o bien trabajos de
mantenimiento cuando no se puede dejar detenida una maquinaria costosa más
de lo estrictamente necesario. Se puede utilizar asimismo para determinar cuántas
máquinas debería poder atender un operario o grupo de operarios.
Las actividades de diversos operarlos o de diferentes máquinas y operarios
se registran en este diagrama en función del tiempo activo o inactivo. Según duren
mucho o poco los diversos períodos de trabajo o de inactividad (minutos o segundos),
se utiliza un reloj de pulsera corriente o un cronómetro, pero no se necesita
una precisión rigurosa, aunque sí la suficiente para que el diagrama sirva. Entonces
se marcan los tiempos en las columnas respectivas como se indica en la figura 39.
La mejor forma de explicar el empleo de este diagrama es dar un ejemplo.
jueves, 28 de junio de 2012

miércoles, 27 de junio de 2012

martes, 26 de junio de 2012
IDEAR el nuevo método I
Como puede verse por las líneas a trazos de la figura 37 (que representan
el trayecto de la enfermera desde que le dieron el carrito) y por el cursograma, la
enfermera, en la solución definitiva, lleva y sirve dos platos a la vez (con lo que
también economiza unos pocos segundos al servir).
El resultado, como puede verse en el cursograma, es una reducción de más
de 54 por ciento de la distancia total recorrida para servir las comidas y retirar los
platos (e incluso de 65 por ciento si se excluye la distancia andada para retirar los
platos de postre, puesto que no cambia de un método a otro).
Lo importante en este caso no es tanto la disminución del costo, que es muy
pequeña, sino la del trabajo de la enfermera, que se cansaba inútilmente cami-
nando por la sala al servir y llevando y trayendo bandejas cargadas a la cocina.
lunes, 25 de junio de 2012
EXAMINAR con sentido crítico
El examen crítico del cursograma junto con el esquema muestra que se
pueden mejorar muchas cosas. Casi inmediatamente uno se pregunta: «¿Por qué
lleva y sirve la enfermera solamente un plato cada vez? ¿Cuántos podría llevar?»
La respuesta se impone: «Por lo menos dos.»
Llevando dos platos de una vez
reduciría casi a la mitad la distancia que tiene que andar. Otra pregunta segura
será: «¿Por qué está la mesa de servicio en medio de la sala?», y se acabará por
fin con la interrogación que da la clave del problema: «¿Por qué está fija? ¿No
podría moverse? ¿Por qué no usar un carrito?» Y, en efecto, ésa fue la solución
que se adoptó.
domingo, 24 de junio de 2012

sábado, 23 de junio de 2012
Cursograma analítico para el operario II
La misma técnica empicada para seguir la marcha de los materiales a través
de las diversas operaciones y movimientos sirve para registrar la trayectoria de
una persona, y se emplea sobre todo para estudiar trabajos en que no se repiten
maquinalmente los mismos gestos o actos.
Los trabajos de reparación y
conservación, los procedimientos de laboratorio y gran parte del trabajo
correspondiente a funciones de mando se prestan para esta clase de diagramas.
Como se sigue a un individuo o a un grupo que realiza las mismas actividades
una tras otra, se pueden utilizar los formularios impresos normales para esta clase
de diagramas. Generalmente es necesario añadirles un croquis que indique el
trayecto seguido por el trabajador mientras ejecuta la operación del caso.
En cuanto a las anotaciones en el formulario de cursograma, el procedi-
miento que se aplica es casi el mismo que al estudiar la trayectoria de materiales,
con una excepción, que puede resultar útil y no supone complicaciones.
A fin de mostrar claramente que el cursograma para el operario indica lo
que hace el trabajador (como lo dice la propia definición) y que los otros dos
tipos citados antes indican, respectivamente, cómo se manipula o trata el
material y cómo se utiliza el equipo, es preferible emplear la voz activa al
establecer el cursograma para el operario y la voz pasiva al componer los otros
dos. He aquí cómo se registrarían las mismas operaciones según el caso:
viernes, 22 de junio de 2012
Cursograma analítico para el operario I
En el cuadro 8 (capítulo 7) se citaban seis tipos de gráficos para representar
procesos. El que llamamos cursograma sinóptico quedó descrito en el capítulo 7;
el diagrama bimanual se tratará en el capítulo 9, y el cursograma de procedi-
mientos en el capítulo 11. Los tres restantes son:
el cursograma analítico para el operario;
el cursograma analítico para el material;
el cursograma analítico para el equipo.
Ya se han citado varios ejemplos de cursograma para el material (figuras 26,
28, 30 y 32 del capítulo 7). Ahora estudiaremos el cursograma para el operario.

jueves, 21 de junio de 2012

miércoles, 20 de junio de 2012
EXAMINAR
Con sentido crítico
Con sólo mirar el diagrama se ve que el tránsito llega al máximo por las
hileras de depósitos para baldosas de 10 x 10 y de 15 x 15 cm: los obreros
descargan las baldosas en los depósitos que encuentran vacíos, puesto que
constantemente se sacan baldosas para llevarlas a vidriar.
Por tanto, tratándose
de las baldosas más corrientes, el movimiento se produce en cualquiera de los
dos sentidos: para arriba o para abajo de las hileras.
También es evidente que cuando se trata de baldosas especiales, que se usan
para fines decorativos y en cantidades más reducidas, el movimiento es escaso;
los inspectores las colocan por lo general en una sola vagoneta que las distribuye
por varios depósitos en un solo viaje. Los demás modelos se reparten con viajes
mis o menos iguales entre sí.
martes, 19 de junio de 2012
IDEAR la nueva disposición
Lo primero que debe hacerse al determinar la nueva disposición es situar
los depósitos de las baldosas que más se manipulan lo más cerca posible del banco
de inspección, y los de las baldosas especiales lo más lejos posible. Claro está
que ya no habrá una clasificación tan ordenada y que será más difícil, por algún
tiempo, localizar tal o cual serie de baldosas, pero los depósitos están separados
por tabiques de hormigón de 1 metro de altura, donde se pueden colocar letreros
que se vean desde lejos, y los obreros pronto se familiarizarán con la nueva
disposición. Después de probar varias disposiciones, se comprobó que la expuesta
en la figura 36 era la que ahorraba más tiempo de transporte. La distancia recorrida
se redujo de 520 a 340 metros, o sea una economía del 35 por ciento.

lunes, 18 de junio de 2012
Diagrama de hilos IV
o en un tablero y se nincan altileres rirmemente en cada punto de parada, de modo
que la cabeza sobresalga más o menos 1 cm. También se fijan alfileres en todos
los puntos de cambio de dirección. Se toma un hilo de longitud conocida y se ata
al alfiler que señala el punto de partida del trayecto (banco de inspección I en la
figura 33). Luego se pasa el hilo por los alfileres que marcan los demás puntos
del recorrido, siguiendo el orden de la hoja de registro, hasta que estén
representados todos los movimientos.
De esa forma se obtiene el cuadro de los movimientos del operario, que lleva más hilos en los trechos donde más veces transitó, como puede verse en la figura 33. En este ejemplo se ve que ciertos trayectos, sobre todo entre A y D, A y H y D y L, se recorren con mayor frecuencia que otros. Como la mayoría de esos puntos están bastante lejos unos de otros, el diagrama nos indica que conviene efectuar un análisis crítico para acercar entre ellos los correspondientes lugares de trabajo. Como se recordará, el hilo se había medido antes de hacer el diagrama; si medimos ahora el que sobró y lo restamos del total, sabremos cuánto se utilizó. Esa es, a escala, la distancia recorrida por el trabajador. Si se observa a dos o más operarios en la misma zona de trabajo, es conveniente usar hilos de diferente color para distinguirlos. Ahora se puede pasar a examinar el diagrama y a idear la nueva dispo- sición, como se hizo con el diagrama de recorrido, utilizando plantillas y probando diversas maneras de colocar tanto las plantillas como los alfileres hasta encontrar la disposición que permite hacer las mismas operaciones con el mínimo de recorrido. Para averiguar si es así, se pasa el hilo por los alfileres colocados en la nueva disposición, pero partiendo del mismo punto y siguiendo el mismo orden que antes, y al final se mide cuánto hilo sobró. La diferencia entre lo que sobró la primera vez y lo que sobra ahora representa la reducción del recorrido obtenida con la mejora de la disposición. Quizá sea necesario repetir varias veces la prueba antes de acertar con la disposición que más acorta el trayecto (o sea, con la que menos hilo se usa).
De esa forma se obtiene el cuadro de los movimientos del operario, que lleva más hilos en los trechos donde más veces transitó, como puede verse en la figura 33. En este ejemplo se ve que ciertos trayectos, sobre todo entre A y D, A y H y D y L, se recorren con mayor frecuencia que otros. Como la mayoría de esos puntos están bastante lejos unos de otros, el diagrama nos indica que conviene efectuar un análisis crítico para acercar entre ellos los correspondientes lugares de trabajo. Como se recordará, el hilo se había medido antes de hacer el diagrama; si medimos ahora el que sobró y lo restamos del total, sabremos cuánto se utilizó. Esa es, a escala, la distancia recorrida por el trabajador. Si se observa a dos o más operarios en la misma zona de trabajo, es conveniente usar hilos de diferente color para distinguirlos. Ahora se puede pasar a examinar el diagrama y a idear la nueva dispo- sición, como se hizo con el diagrama de recorrido, utilizando plantillas y probando diversas maneras de colocar tanto las plantillas como los alfileres hasta encontrar la disposición que permite hacer las mismas operaciones con el mínimo de recorrido. Para averiguar si es así, se pasa el hilo por los alfileres colocados en la nueva disposición, pero partiendo del mismo punto y siguiendo el mismo orden que antes, y al final se mide cuánto hilo sobró. La diferencia entre lo que sobró la primera vez y lo que sobra ahora representa la reducción del recorrido obtenida con la mejora de la disposición. Quizá sea necesario repetir varias veces la prueba antes de acertar con la disposición que más acorta el trayecto (o sea, con la que menos hilo se usa).
El diagrama de hilos es de gran ayuda para explicar a los directores, gerentes,
jefes intermedios y trabajadores los cambios propuestos. Si se hacen dos
diagramas, uno con la disposición original y otro con la perfeccionada, el contraste
será tan patente, sobre todo si se utilizan hilos de colores vivos, que no será difícil
convencer a todos de las ventajas del cambio. A los obreros, en particular, les
interesará el resultado de esos estudios para enterarse de la distancia que tienen
que andar, y es sabido que a todos nos atrae la perspectiva de un trabajo más
aliviado.
El ejemplo siguiente expone esta técnica aplicada a los movimientos de los
trabajadores que llevan baldosas de la inspección al depósito.
sábado, 16 de junio de 2012
Diagrama de hilos III

El tipo de hoja de observaciones que se necesita es muy sencillo; la
figura 34 contiene un modelo con los epígrafes necesarios. Si hacen falta más
hojas, bastará con que tengan las columnas 1 a 5, sin el encabezamiento.
El especialista en estudio del trabajo seguirá anotando mientras lo estime
necesario para obtener un cuadro representativo de los movimientos del
trabajador, cosa que puede exigir unas horas, un día o incluso más. Tendrá que
estar seguro de haber registrado todos los desplazamientos del operario y de
haberlos visto hacer suficientes veces como para estar seguro de su frecuencia
relativa.
En caso contrario puede formarse una idea equivocada, puesto que quizá
haya observado al trabajador únicamente durante una parte del ciclo completo de
actividades, cuando recorría sólo algunos de sus trayectos habituales. Es posible
que después no los haga más y utilice mucho, en cambio, otros caminos. Una vez
que el especialista crea que llegó a un cuadro fiel, verificará con el obrero si no
pasó por alto algún movimiento corriente, y entonces sí podrá establecer el
diagrama de hilos.
Deberá hacerse un plano a escala de la zona de trabajo semejante al del
diagrama de recorrido (puede utilizarse el mismo plano con tal que esté dibujado
a escala). Se dibujarán también a escala las máquinas, bancos, depósitos y todos
los puntos del recorrido, así como las puertas, columnas y tabiques que influyan
viernes, 15 de junio de 2012
Diagrama de hilos II
de primera mano. Al igual que el diagrama de recorrido, se utiliza las más de las
veces para completar un cursograma, de modo que los dos juntos den la idea más
clara posible de lo que se está haciendo en realidad. Como siempre, el cursograma
se examinará con espíritu crítico para cerciorarse de que se suprimieron todas las
actividades innecesarias antes de idear un nuevo método.
Se puede emplear el diagrama de hilos para seguir los movimientos de
materias u objetos, y a veces se lo emplea con ese fin, sobre todo si un especialista
en estudio del trabajo quiere averiguar fácilmente cuánta distancia recorren las
cosas. Por ejemplo, se hubieran podido hacer diagramas de hilos para los diversos
ejemplos del capítulo anterior, pero no se precisaban porque el diagrama de
recorrido común bastaba para dar todos los datos necesarios y, en los casos
ilustrados, era más fácil de dibujar. Lo corriente, sin embargo, es que el diagrama
de hilos se utilice para establecer los movimientos de trabajadores, y ésa es la
aplicación que estudiaremos en los ejemplos del presente capítulo.
El especialista en estudio del trabajo va siguiendo al operario objeto del
examen a medida que va y viene con motivo de su trabajo. (Si la zona en que se
desplaza es relativamente reducida y se puede abarcar con la mirada desde un
punto fijo, no hay necesidad de seguirlo.)
El especialista anota metódicamente
todos los puntos a los que va el trabajador, y cuando el trecho es relativamente
largo, también la hora de salida y de llegada. Se ahorrará muchas anotaciones si
emplea números, letras, etc., para designar las máquinas, depósitos u otros puntos
del recorrido.
jueves, 14 de junio de 2012
Diagrama de hilos I
Para registrar y examinar este género de actividades se utiliza el diagrama de
hilos, una de las técnicas más sencillas, pero más eficaces, del estudio de métodos.
El diagrama de hilos es un plano o modelo a escala en que se sigue
y mide con un hilo el trayecto de los trabajadores, de los materiales
o del equipo durante una sucesión determinada de hechos.
El diagrama de hilos (figura 33) es un diagrama de recorrido especial, que
sirve para medir las distancias con ayuda de un hilo. Por eso tiene que estar
dibujado exactamente a escala, y no como el diagrama de recorrido común, que
puede ser aproximado con tal que lleve anotadas las distancias que interesan. El
diagrama de hilos se empieza en la misma forma que todos los demás estudios
de métodos: registrando todos los hechos pertinentes a partir de observaciones

miércoles, 13 de junio de 2012
Desplazamiento de los trabajadores en la zona de trabajo
1. Desplazamiento de los trabajadores y del material
Hay muchas clases de actividades, en la industria, el comercio e incluso el hogar,
en que los trabajadores se desplazan a intervalos irregulares entre varios puntos
de la zona de trabajo, con o sin material. En las industrias manufactureras suelen
moverse cuando:
□ introducen o retiran material a granel de un proceso continuo y lo depositan
a proximidad;
□ uno de ellos atiende varias máquinas;
□ llevan material hasta las máquinas o a los lugares de trabajo o retiran objetos
trabajados.
Además de esos desplazamientos en las fábricas, puede haberlos, por
ejemplo, en:
□ tiendas y almacenes donde se ponen o se sacan de estantes o depósitos
materiales de todas clases;
□ cocinas de restaurantes y cantinas cuando se preparan las comidas;
□ laboratorios de control donde se realizan ensayos a intervalos frecuentes.
martes, 12 de junio de 2012

lunes, 11 de junio de 2012
Concepción del método perfeccionado II

Por este motivo, los especialistas en el estudio del trabajo deben conocer todo el conjunto de tCcnicas
disponibles para crear un nuevo mCtodo perfeccionado. A estas cuestiones se hace
referencia en la tercera parte de este libro.
Con el tiempo, y con la practica en el empleo de la tCcnica del cuestionario,
el especialista en el estudio del trabajo adopta una actitud inquisitiva en busca
constante de la eficiencia.
Una vez concluida la fase de creaci6n de un nuevo mCtodo, se registra en
un diagrama correspondiente. En nuestros dos ejemplos anteriores esta figura
adoptaria la forma de un cursograma analitico, para que se pueda comparar con
el mCtodo original y verificar con el fin de asegurarse de que no se ha omitido
nada. Esto permitirh incorporar entradas a1 <d>e l n6mero total de
actividades que se realizan con ambos metodos, 10s ahorros de distancia y tiempo
que cabe esperar conseguir con el cambio y 10s posibles ahorros de costos
resultantes (figuras 28 y 32).
domingo, 10 de junio de 2012
Concepción del método perfeccionado I
Qué se debe hacer ?
Dónde se debe hacer ?
Cuando se debe hacer ?
Quién lo debe hacer ?
Cómo se debe hacer ?
se puede tener una idea bastante atinada de las deficiencias de la operación presente y de las posibilidades de que surja un nuevo m6todo perfeccionado. En muchos casos, sin embargo, la solución no es tan evidente y es posible que haga falta hacer investigaciones en otro lugar. Por lo tanto, no es prudente adoptar recipitadamente soluciones antes de investigar esas otras esferas conexas. Por ejemplo, una simplificación del disefio del product0 o la utilizaci6n adecuada de las materias primas puede ahorrar considerable tiempo en las operaciones. Otras cuestiones relacionadas con la disposición o con la manipulaci6n apropiada de 10s materiales pueden producir igualmente el rnismo efecto.
sábado, 9 de junio de 2012
CONCEPCION del método perfeccionado II

por las operaciones sucesivas de control, calibrado y numeraci6n. A continuaci6n,
se las vuelve a colocar en sus respectivos cartones y a istos se 10s deposita en la
caja, que se encuentra siempre sobre la carretilla.
Es evidente que 10s especialistas de estudio del trabajo se han visto llevados
a formular la pregunta que hemos citado : cr i Por qu6 las cajas deben recorrer toda
la planta para llegar a1 almac6n?>>P uesto que no han encontrado una respuesta
satisfactoria, han decidido practicar una nueva puerta de acceso a1 almackn, frente
a 10s bancos, con el fin de acortar a1 miximo el trayecto seguido por las cajas.
El cursograma analitico (figura 32) muestra que la cantidad de <> ha pasado de 2 a 1, la de << transportes >> de 11 a 6 y la de << esperas >> (o
dep6sitos temporarios) de 7 a 2. La distancia del recorrido es de 32,2 metros, en
lugar de 56,2.
El niimero de horas-hombre se ha calculado multiplicando el tiempo de cada
actividad por el niimero de trabajadores ocupados ; por ejemplo, << caja
transportada a1 banco de recepci6n >> : 5 minutos por 2 peones = 10 minutoshombre.
No se han contado las esperas, ya que se deben a1 hecho de que 10s
trabajadores estin ocupados en otras operaciones. En el nuevo mktodo, el
inspector y el empleado del almacin trabajan a1 mismo tiempo, respectivamente
en la inspecci6n y la numeraci6n de piezas, lo cual explica que 10s 20 minutos
anteriores hayan aumentado a 40 minutos-hombre. El costo de la mano de obra
se ha calculado a razdn de 5,20 d6lares E.U.A. por hora en promedio para todos
10s trabajadores. El costo de la nueva puerta de acceso no esti comprendido en
el total, ya que su amortizaci6n debe repartirse entre todos 10s objetos que entran
en el almacin y no ~610so bre las cajas.
viernes, 8 de junio de 2012
CONCEPCION del método perfeccionado I
En las figuras 3 1 y 32 se presenta gr6ficamente la solucidn adoptada por 10s
especialistas del estudio del trabajo. Las preguntas que hemos planteado antes
figuran entre las que se han formulado ya que, como puede constatarse, ahora se
coloca inmediatamente sobre una carretilla cada caja descargada del cami6n y
deslizada por el plano inclinado. Se transporta la caja directamente a1 lugar de
desembalaje, en donde un obrero la abre y retira la planilla de entrega, sin sacarla
de la canetilla. Luego se la transporta a1 banco de recepcibn, en donde, tras breve
espera, se la desembala y se colocan las piezas sobre la mesa, se las cuenta y se
las tilda en la planilla de entrega. Los bancos de control y de marcado estiin
situados ahora junto a1 banco de recepcibn, de mod0 que las piezas puedan pasar
jueves, 7 de junio de 2012
EXAMINAR críticamente
La lectura del diagrama de recorrido indica inmediatamente que el camino seguido por las cajas es largo y complicado. Este hecho podría no haber sido advertido con el uso exclusive de un curso grama analitico. En cambio, el cursograma permite registrar y resumir las diversas actividades mucho mejor que
el diagrama.
Basta examinar en forma conjunta las dos hojas y utilizar el metodo de preguntas para advertir que numerosos aspectos requieren explicación, por ejemplo :
P. Por qué se apilan las cajas en espera de ser desembaladas, puesto que diez minutos mis tarde se las vuelve a colocar en el suelo?
R. Porque no se retiran tan pronto como se las descarga del cami6n.
P. Qué podria hacerse ?
R. Se podrian retirar las cajas miis riipidamente.
P.
Por qué 10s puntos de recepcibn, inspeccibn y marcado estiin tan alejados entre si?
R. Porque en determinado momento asi se 10s dispuso.
P. i En que otro lugar se 10s podría instalar?
R. Se 10s podria agrupar en un rnismo lugar.
P. i En dbnde se 10s deberia situar ?
R. Se 10s deberia agrupar en el punto de recepci6n actual.
P. i Por quC las cajas deben recorrer toda la planta hasta llegar a1 almacen ?
R. Porque la puerta del almackn y el punto de llegada de las cajas estiin situados en las extremidades opuestas del local.
Los lectores que examinen con atenci6n el diagrama de recorrido y el cursograma descubrir6n sin duda muchas otras preguntas que podrían plantearse. Es evidente que las operaciones en conjunto dejan mucho que desear. Este es un ejemplo real de lo que sucede cuando se emprende una serie de actividades sin habérselas concebido ni organizado de forma conveniente. En todo el mundo hay ejemplos de fabricas en las que se desperdician tiempo y esfuerzos.
miércoles, 6 de junio de 2012
REGISTRAR
La operaci6n consiste en descargar de un cami6n de reparto las cajas que
contienen piezas de avi6n, empaquetadas en cartones individuales, y en verificar,
inspeccionar y marcar dichas cajas antes de colocarlas en depósito. Se hace
deslizar las cajas por un plano inclinado acoplado a la parte trasera del camibn,
y luego se las empuja hasta el lugar de desembalaje, en donde se las apila a la
espera de que sean abiertas.
Luego se las coloca en el suelo y se las abre. Se retira
la hoja de entrega, se carga cada una de las cajas en una carretilla y se las
transporta a mano hasta el banco de recepci6n ; alli se las deposita en el suelo,
junto a1 banco. Mas tarde se desembala cada caja, se retira cada pieza de su cartbn,
se indica la verificaci6n en la hoja o planilla de entrega y se la vuelve a colocar
en el cartón ; a su vez, se colocan 10s cartones en la caja y se deposita a tsta junto
a1 otro lado del banco de recepcibn, en espera de ser transportada a1 banco de
inspecci6n. Alli, se deposita otra vez la caja en el suelo hasta el momento en que
se la habri de inspeccionar. Se desembala, inspecciona y calibra cada pieza y se
la coloca en su cartbn. Luego de una breve espera, se transporta la caja a1 banco
de marcado.
Alli se repite el desembalaje, numeraci6n y embalaje de las piezas
en cartones y tstos se colocan en las cajas que, luego de un momento de espera,es transportada en un carrito hasta 10s estantes del almacen, en donde permanece
a la espera de la entrega a 10s talleres de montaje. El proceso completo estii
registrado en el cursograma analitico de la figura 30.
martes, 5 de junio de 2012
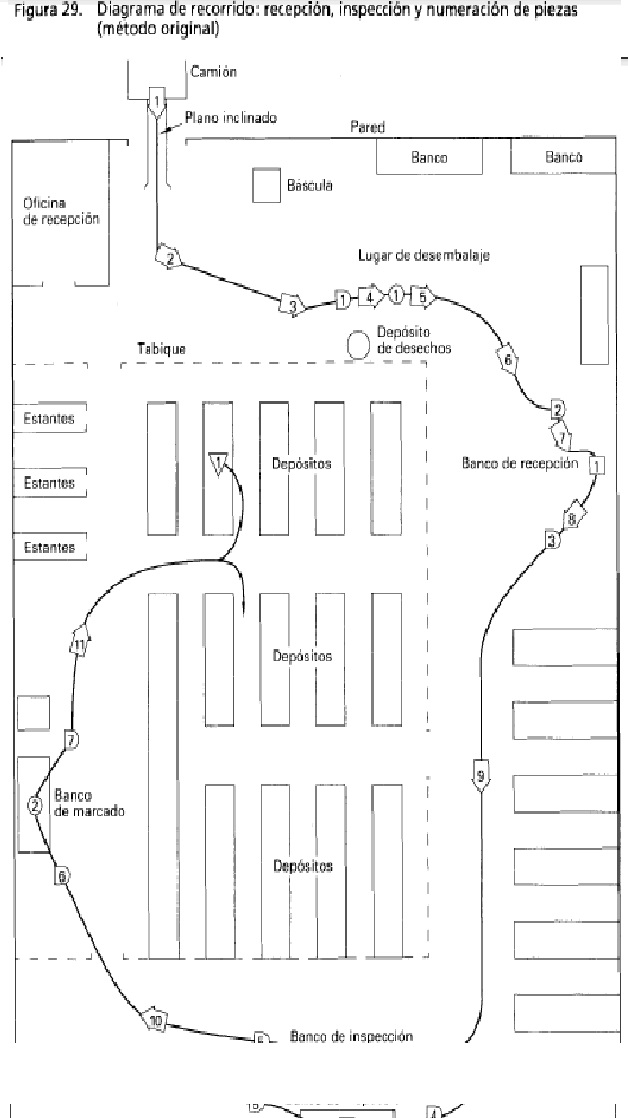
Ejemplo del uso del diagrama de recorrido con el cursograma de proceso: recepcion e inspeccion de piezas de avion
El diagrama de recorrido de la figura 29 indica la distribuci6n originaria de la
sección de recepci6n en una fabrica de aviones. La linea de trazo lleno representa
el trayecto que siguen las piezas, desde el punto de llegada hasta 10s estantes del
depósito. Como puede observarse, 10s simbolos de las diversas actividades se han
indicado en el lugar adecuado, de tal mod0 que el lector del diagrama puede tener
en cuenta con mis facilidad las operaciones efectuadas.
lunes, 4 de junio de 2012
Ejemplo: desmontaje, limpieza y desengrase de un motor III

En el resumen del grifico de la figura 28 puede verse que con el nuevo
mttodo se ha reducido considerablemente el n6mero de actividades no
productivas. La cantidad de operaciones ha disminuido de 4 a 3, por eliminaci6n
de la limpieza, que era innecesaria, y la inspecci6n subsiguiente se ha eliminado
tambitn. Los transportes se han reducido de 21 a 15, y las distancias recorridas
han pasado de 237,5 a 150 metros, o sea una economia de 37 por ciento en el
desplazamiento de cada motor. Con el prop6sito de no complicar el ejemplo, no
se han indicado 10s tiempos de cada actividad, per0 el analisis de 10s dos cursogramas
permite advertir que se ha hecho una gran economia de tiempo por motor.
En el ejemplo siguiente, trataremos de mostrar c6mo indicar 10s tiempos en
un cursograma de proceso que, en este caso, esta combinado con un diagrama de
recorrido. Como en el caso precedente, las respuestas son simples y ~610si rven
para ilustrar el uso del mttodo de preguntas. En la prictica, es poco frecuente que
se llegue directamente a una respuesta correcta. En general, hay numerosas
opciones que deberin examinarse antes de poder determinar cuil es la mejor de
ellas.
domingo, 3 de junio de 2012
Ejemplo: desmontaje, limpieza y desengrase de un motor II
P. Cómo se hace ?
R. Con una gnia electrica. Luego se coloca el motor en tierra y otra grua lo iza y lo transporta hasta el taller de desmontaje.
P. Por qué se hace ?
R. Porque 10s motores est6n almacenados de tal mod0 que no 10s puede recoger directamente la gr6a monocarril que pasa por 10s almacenes y el taller de desengrase.
P. Qué otra cosa podria hacerse ?
R. Los motores podrian almacenarse de mod0 que la gr6a monocarril pudiera llegar hasta ellos, recogerlos y llevarlos entonces directamente hasta el taller de desmontaje.
P. Qué deberia hacerse ?
R. Deberia seguirse la propuesta indicada.
La propuesta en cuestidn fue aceptada, y de ese modo se suprimieron tres
Continuemos con la serie de preguntas :
P. Por qué limpiar las piezas del motor antes de desengrasarlas para limpiarlas otra vez despuks de quitarles la grasa?
R. Nadie recuerda por que se implantó esa limpieza previa.
P. Por qué se inspeccionan en esta fase piezas grasientas, cuando debe de ser dificil hacerlo debidamente y se sabe que serin examinadas nuevamente en el departamento de inspecci6n de motores ?
R. Nadie recuerda por que se implantó esa inspección.
Es frecuente oir esas contestaciones cuando se aplica la técnica de las preguntas. Muchas veces se llevan a cab0 actividades por motivos que fueron importantes en su dia (como medidas transitorias para que un taller empiece a producir sin tener que esperar las instalaciones y el equipo adecuados), pero siguen en pie mucho tiempo despuCs de haber desaparecido el motivo. Cuando no se les halle justificación, las actividades innecesarias se deben suprimir sin contemplaciones. A continuaci6n corresponde estudiar la colocaci6n de las piezas en la desengrasadora. Aparentemente habia que llevarlas a una distancia de 3 metros para colocarlas en la jaula de desengrase.
Por que no poner la jaula mis cerca? i No seria posible ir metiendo las piezas en la jaula a medida que se desmonta el motor ? Las preguntas y respuestas que anteceden bastan para comprender c6mo puede aplicarse esta tCcnica ; quiz5 parezcan a veces un tanto infantiles en la forma expuesta, per0 no lo son cuando se suceden a ritmo acelerado, como ocurre con un investigador experto, y tampoco esti de mis respetar fielmente el orden en que esth, para tener la seguridad de no omitir nada. Naturalmente, a1 empezar por la raz6n de ser de la operaci6n en si, preguntindose : i Que se hace ? y i por quC es necesario ? se evita perder el tiempo en detalles, si la operaci6n integra es innecesaria o su prop6sito fundamental se puede conseguir de otra manera mejor.
sábado, 2 de junio de 2012
Ejemplo: desmontaje, limpieza y desengrase de un motor I
Consideremos ahora c6mo procedieron 10s especialistas en estudio del trabajo
que prepararon el cursograma analitico de la figura 25 a1 examinar 10s hechos
registrados con el fin de idear un metodo mejor. Traslademos antes dichos datos
a un formulario coniente de cursograma analitico (figura 26), completindolo con
la informaci6n necesaria sobre la operacibn, lugar, etc.
Para que el lector pueda representarse mejor la operacibn, en la figura 27 se
da un plano del taller de desengrase con el recorrido del motor desde el almackn
de motores usados hasta el departamento de inspecci6n. Puede verse claramente
que el motor y sus piezas siguen un camino innecesariamente complicado.
A1 examinar el cursograma analitico se ve que hay un porcentaje muy alto
de actividades << no productivas >>. Efectivamente, ~610h ay cuatro operaciones y
una inspecci611, mientras que se registran veinti6n transportes y tres esperas. De
un total de veintinueve operaciones, con exclusi6n del almacenamiento original,
solamente cinco pueden considerarse << productivas >>.
El examen detallado del diagrama lleva a hacerse varias preguntas; por
ejemplo, se observara que a1 transportar el motor desde el almac6n de motores
usados es precis0 cambiar de grlia a mitad de camino. Apliquemos a esa parte del
recorrido la tecnica del interrogatorio :
P.Qué se hace ?R. Se transporta el motor hasta el taller de desmontaje.

viernes, 1 de junio de 2012
Las preguntas de fondo
Las preguntas de fondo son la segunda fase del interrogatorio:
prolongan y detallan las preguntas preliminares para determinar si,
a fin de mejorar el metodo empleado, seria factible y preferible
reemplazar por otro el lugar, la sucesion, la persona ylo 10s medios.
En esta segunda fase del interrogatorio (despuCs de haber preguntado ya, a
prop6sito de cada actividad registrada, qu6 se hace y por que se hace), el
investigador pasa a averiguar quC miis podria hacerse, y por tanto, qu6 se deberia
hacer.
En esa forma se profundizan las respuestas que se habian obtenido sobre
el lugar, la sucesi6n, la persona y 10s medios.
Combinando las dos preguntas preliminares y las dos preguntas de fondo
de cada tema (prop6sit0, lugar, etc.) se llega a la lista completa de interrogaciones,
es decir :

Esas preguntas, en ese orden, deben hacerse sistematicamente cada vez
que se empieza un estudio de mCtodos, porque son la condici6n bhsica de un
buen resultado.